
C Profil Fiyatları
Teknik Özelliklere Göre Fiyatlandırma
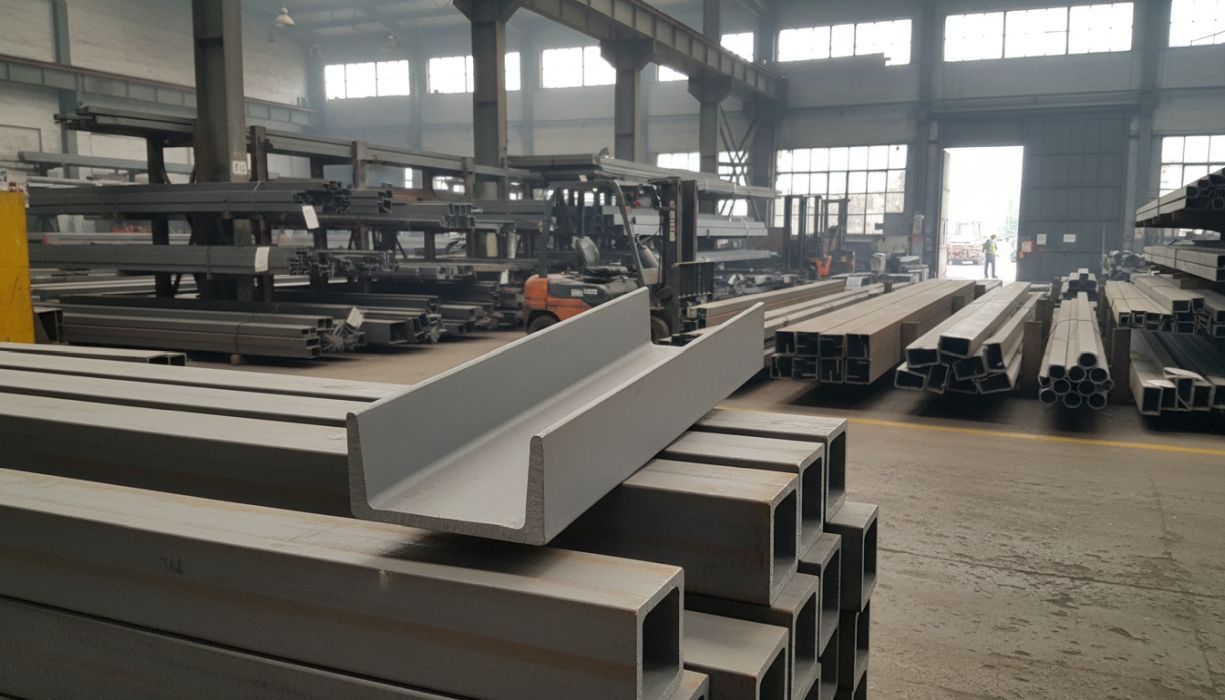
Endüstriyel hafif çelik binaların ana iskeletini oluşturan C profil ürünlerinin fiyatlandırma mekanizmaları, malzemenin teknik spesifikasyonlarına göre çok boyutlu olarak şekillenmektedir. Temel olarak üretimde kullanılan sıcak veya soğuk haddelenmiş rulo sacın malzeme kalitesi, et kalınlığı değerleri ve profilin genel dış ölçüleri maliyet matrisinin en büyük etkenleridir. Roll-forming hatlarında gerçekleştirilen ardışık soğuk büküm işlemleri ile harcanan operasyonel enerji, C profil fiyatları üzerinde doğrudan ve ölçülebilir bir ticari etki yaratmaktadır. Bunun yanı sıra korozyon direnci sağlamak maksadıyla sac yüzeyine uygulanan galvanizasyon gibi özel kaplama tipleri, malzemenin TL/KG bazındaki tahmini satış değerini yukarı yönlü revize eder. Sonuç itibarıyla inşaat mühendisliği şartnameleri ne kadar kompleks değerler talep ederse, üretim sürecindeki maliyet yükü de o doğrultuda ticari referans fiyatlara yansımaktadır.
Sipariş ve Üretim Detaylarına Göre Fiyat
Çelik servis merkezlerinde müşterinin özel mimari projesine istinaden talep edilen spesifik C profil siparişleri, istenilen tonaj hacmine göre tamamen özelleştirilmiş bir fiyatlama sürecinden geçmektedir. Yüksek kapasiteli rulo açma ve roll-forming tesislerinde gerçekleştirilen binlerce metrelik standart boy üretimleri, işçilik ve set-up verimliliğini maksimize ederek alıcılara bütçesel bir avantaj sağlar. Ancak proje bazlı CNC delik delme operasyonları gerektiren veya standart dışı ara boy ebatlamaları talep eden düşük tonajlı butik üretimler, makine ayar duruşları nedeniyle birim maliyeti bir miktar artırabilir. Ayrıca, müteahhit firmaların teslimat terminlerini aşırı sıkıştırdığı acil sevkiyat gerektiren siparişlerde, ekstra personel vardiyaları devreye gireceğinden tahmini fiyatlar standart periyotlara göre farklılık gösterebilir. Profesyonel satın alma süreçlerinde miktar optimizasyonu yapılarak üretim detaylarının mühendislik normlarına göre en baştan doğru belirlenmesi, proje bütçesinin şaşmamasını garantileyen en temel kuraldır.
Lojistik ve Sevkiyat Etkisi
Metalürji endüstrisinde yüksek tonajlarla üretilen yapısal C profil materyallerinin inşaat şantiye alanlarına sevk edilmesi, toplam satın alma maliyetlerini şeffaf biçimde değiştiren önemli bir bütçe kalemidir. Üretimi tamamlayan entegre haddehane tesisi ile malzemenin teslim edileceği coğrafi lokasyon arasındaki kilometre mesafesi, nakliye giderlerinin belirlenmesinde rol oynayan tartışmasız en büyük faktördür. Ayrıca, devasa boylara sahip olan özel çelik profillerin sevkiyatı durumunda ekstra uzun dorse sistemlerinin kullanılması zorunlu hale gelebilir ve bu da ek bir operasyonel lojistik maliyet doğurur. Sevkiyat rotası üzerindeki fiziki zorlu yol koşulları, otoyol geçiş bedelleri ile ağır vasıta yakıt endeksleri gibi dinamik lojistik değişkenler, nihai ürün teslimat tutarına doğrudan tır nakliye bedeli olarak yansıtılmaktadır. Ülkenin uzak bölgelerine yapılacak yüksek hacimli profil transferlerinde, lojistik ağının tamamen profesyonel bir mühendislik bakış açısıyla koordine edilmesi ticari israfın önüne geçmektedir.
Piyasa Koşullarına Göre Fiyat Değişimi
Küresel çelik ekosisteminin merkezinde yaşanan jeopolitik gelişmeler ve bölgesel makroekonomik dalgalanmalar, C profil hammadde tedarik maliyetlerini sürekli güncellenen dinamik bir yapıya büründürür. Temel hammadde olan sac rulolarının küresel borsalardaki anlık fiyat değişimleri, entegre tesislerin üretim bütçelerini etkileyerek piyasaya saatler içinde yansır. Üstelik uluslararası enerji arzı maliyetlerindeki ani hareketlilik ve yerel piyasalardaki serbest döviz kurlarının oynaklığı, referans alınan bilgilendirme amaçlı fiyatlandırmaların periyodik olarak revize edilmesini zorunlu kılar. Piyasada oluşan arz ve talep dengesinin yoğun endüstriyel inşaat sezonlarına bağlı olarak dönemsel değişmesi, fiyat grafiklerinde daima yön belirleyici bir temel indikatör olarak işlev görmektedir. Sektörde faaliyet gösteren satın alma profesyonellerinin tüm bu ekonomik değişkenleri doğru analiz ederek tedarik süreçlerini yönetmesi, şirketlerin rekabet gücünün en temel bileşenidir.
| Ürün Tipi | Kalınlık | Ebat (Yükseklik) | Kalite / Kaplama | Tahmini Fiyat (TL/KG) |
|---|---|---|---|---|
| C Profil | 1.50 mm | 60 mm – 100 mm Arası | S235JR / Galvanizli | ~44.55 TL/KG |
| C Profil | 2.00 mm | 60 mm – 100 mm Arası | S235JR / Galvanizli | ~44.55 TL/KG |
| C Profil | 2.50 mm | 60 mm – 100 mm Arası | S355JR / Siyah Sac | ~44.55 TL/KG |
| C Profil | 2.00 mm | 120 mm – 150 mm Arası | S235JR / Galvanizli | ~44.55 TL/KG |
| C Profil | 2.50 mm | 120 mm – 150 mm Arası | S355JR / Galvanizli | ~44.55 TL/KG |
| C Profil | 3.00 mm | 120 mm – 150 mm Arası | S355JR / Siyah Sac | ~44.55 TL/KG |
C Profil Ebatları

Standart Tavan Ebatları
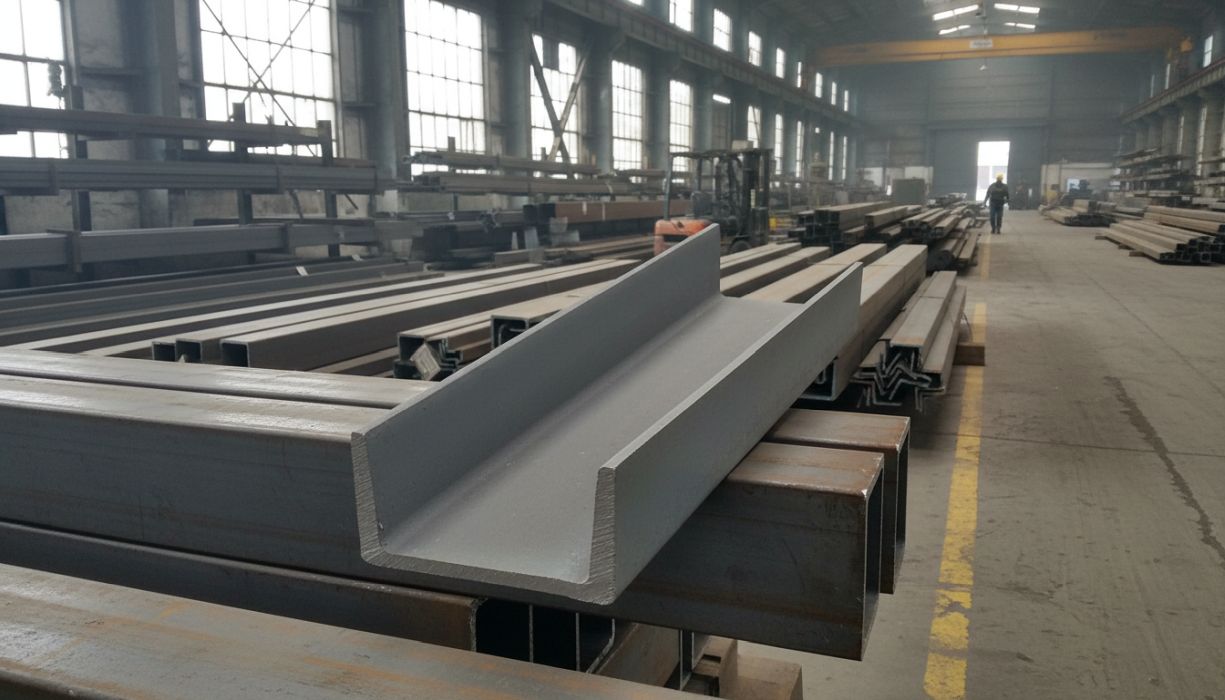
Hafif çelik yapı sektöründe çok yaygın bir kullanım ağına sahip olan C profil ürünleri, montaj kolaylığı sağlamak adına uluslararası standartlara uygun tavan ebatlarında haddelenmektedir. Genellikle 60 mm ile 100 mm arasındaki yükseklik değerlerine sahip olan bu ebatlar, asma tavan sistemlerinde ve hafif bölme duvar taşıyıcılarında mükemmel bir konstrüksiyon altyapısı sunar. Bu modüler standart ebatlar, çelik servis merkezlerinde sürekli stoklu tutulduğu için şantiyelerin ani malzeme ihtiyaçlarına çok hızlı bir biçimde yanıt verilebilmesini sağlar. İnşaat projelerindeki mimari detaylandırmalar, ağırlıklı olarak bu standart ebatların sunduğu simetrik toleranslar üzerinden kurgulanarak sıfır hata prensibiyle ilerletilir. Taşıyıcı profillerin sahip olduğu standart tavan ebatları, mekanik tesisat borularının ve elektrik kablo tavalarının da sistem içerisine çok rahat bir şekilde entegre edilmesine olanak tanır.
Endüstriyel Geniş Ebatlar
Devasa fabrika hollerinin ve geniş açıklıklı depo yapılarının taşıyıcı sistemlerinde, standart değerlerin ötesine geçen endüstriyel geniş C profil ebatlarına mutlak surette ihtiyaç duyulmaktadır. Yüksekliği 120 mm ile başlayıp 400 mm gibi ciddi boyutlara ulaşabilen bu devasa C kesitler, ana çelik kirişler arasındaki aşık ve kuşak elemanı görevini sarsılmaz bir mukavemetle üstlenirler. Geniş ebatlı profiller, üzerlerine kaplanacak olan ağır sandviç panellerin rüzgar ve kar yükünü doğrudan sönümleyerek binanın yanal rijitliğini büyük ölçüde artırır. Gelişmiş roll-forming tezgahlarında üretilen bu özel ebatlar, projeye özel olarak statik mühendislerince hesaplanan taşıma kapasitelerine birebir uyum sağlayacak şekilde tasarlanmaktadır. Endüstriyel yapılarda tercih edilen bu geniş kesitler, aynı yükü daha ince bir cidar kalınlığı ile taşıyabilme opsiyonu sunduğu için çelik tonajından devasa tasarruflar sağlamaktadır.
Yükseklik Parametreleri
C profil sistemlerinin taşıma kapasitesini doğrudan etkileyen en hayati boyutsal değişken, malzemenin dik eksendeki (H) yükseklik parametreleridir. Profil yüksekliği arttıkça malzemenin eylemsizlik momenti karesel bir oranda yükselerek, profillerin dikey yönden gelen yüklere karşı muazzam bir bel verme (sehim) direnci kazanmasını sağlar. Bu parametre, binanın çatısına düşecek kar yükünün ağırlığına ve coğrafyanın rüzgar haritasına göre statik analiz yazılımlarında özel olarak hesaplanarak belirlenir. Yükseklik parametrelerindeki milimetrik hassasiyet, şantiyedeki çatı panellerinin veya cephe kaplamalarının montajı sırasında kusursuz bir terazi düzlemi elde edilmesinin anahtarıdır. Mühendislik ofisleri, sistemin maruz kalacağı yük açıklığına (iki kolon arası mesafeye) en uygun yüksekliği seçerek yapının ekonomik fizibilitesini başarıyla korur.
Genişlik Toleransları
Üretim bantlarından geçen profilin üst ve alt flanşlarını (kulaklarını) oluşturan genişlik ölçüleri, montaj güvenliği açısından uluslararası tolerans limitleri dahilinde kalmak zorundadır. Soğuk büküm esnasında çeliğin doğasından kaynaklanan hafif esnemeler, TS EN 10162 standartlarının belirlediği dar genişlik toleransları sayesinde sıfıra yakın bir seviyede tutulur. Bu flanş genişlikleri, bağlantı elemanı olarak kullanılacak olan akıllı vidaların veya cıvataların yüzeye tam olarak oturabilmesi için yeterli bir tutunma alanı yaratmalıdır. Eğer flanş genişliği standartların altında kalırsa, rüzgar vakumlaması anında vidaların profili yırtarak panellerin uçmasına sebebiyet verme riski doğar. Kalite kontrol ekipleri tarafından üretim esnasında sürekli kumpaslarla ölçülen bu genişlik toleransları, sistemin bütününde güvenli bir kenetlenme yüzeyi oluşturmayı garanti eder.
C Profil Ölçüleri
Flanş ve Gövde Ölçüleri
Yapısal mühendislik dilinde C profilin geometrisi; ana dikey ekseni oluşturan gövde (web), alt ve üst yatay çıkıntıları oluşturan flanş (flange) ve flanşların uçlarındaki kıvrımlar olan dudak (lip) kısımlarının ölçüleriyle tanımlanır. Gövde ölçüsü profilin statik yükleri karşılama kapasitesini belirlerken, flanş ölçüleri malzemenin diğer yapı elemanlarıyla ne kadar stabil bir bağlantı kuracağını tayin eder. Dudak kıvrımları ise profili basit bir U profil formundan çıkarıp, malzemenin burkulma (buckling) direncini geometrik olarak katlayarak eylemsizlik momentini şaşırtıcı şekilde yükseltir. Bu üç temel ölçünün birbiriyle olan matematiksel oranı, kesit verimliliğini optimize ederek malzemenin en az çelik sarfiyatıyla en yüksek mukavemete ulaşmasını sağlar. Projelerde kullanılacak olan statik hesap raporları, tam olarak bu üç ölçünün milimetrik değerleri üzerinden sisteme işlenerek kusursuz bir konstrüksiyon simülasyonu yaratır.
Rulo Bant Genişlikleri
Hassas C profil ölçülerinin üretim bandında doğru bir şekilde elde edilebilmesi için, fabrikaya giren ham maddenin (rulo sacın) dilme hattında çok doğru bant genişliklerinde kesilmesi şarttır. Profilin gövde, flanş, dudak ve kıvrım radyuslarının toplam uzunluğunu (açınımını) tam olarak karşılayacak olan bu bant genişliği, CAD/CAM yazılımları tarafından önceden milimetrenin onda biri hassasiyetinde hesaplanır. Eğer dilinmiş bant genişliği olması gerekenden dar olursa, profilin son kıvrım dudağı eksik kalarak malzemenin statik taşıma kapasitesini doğrudan tehlikeye atar. Tam tersi durumda bant çok geniş olursa, profilin dış ölçüleri toleransları aşarak montaj esnasında diğer bağlantı parçalarına uymamasına neden olur. Üreticilerin rulo bant açınım hesaplarındaki bu üstün mühendislik disiplini, nihai ürünün tüm dış ölçülerinin kusursuz bir standardizasyona sahip olmasını temin eden yegane unsurdur.
C Profil Kalınlıkları
Hafif Çelik Kesit Kalınlıkları
Mimari tasarımlarda yapıya aşırı bir ağırlık bindirmeden sağlam bir iskelet oluşturmak istendiğinde, 1.0 mm ile 2.0 mm arasında değişen hafif çelik kesit kalınlıklarındaki C profil ürünleri devreye girmektedir. Konteyner imalatında, prefabrik şantiye binalarının karkaslarında ve hafif depolama raflarında kullanılan bu ince kalınlıklar, bütçe dostu olmalarının yanı sıra muazzam bir kurulum hızı sağlarlar. Soğuk büküm işlemi sırasında bu ince cidarlı saclar, hiçbir ısıl çatlama yaşatmadan merdanelerin formunu en pürüzsüz şekilde alarak harika bir bitiş yüzeyi sunarlar. İnce olmalarına rağmen formlarının getirdiği yüksek burulma ataleti, şiddetli rüzgarlarda esneyerek enerjiyi sönümleme yeteneği kazandırır. Şantiye ortamında özel kesim motorlarına gerek kalmadan el aletleriyle bile kolayca ebatlanabilen bu hafif kalınlıklar, şantiye pratikliğini ve mobilizasyonunu tepe noktasına çıkartır.
Ağır Taşıyıcı Kalınlıklar
Endüstriyel çelik binaların taşıyıcı kolonlarında veya geniş açıklıklı tavan aşıklarında rüzgar ve kar yükünü sönümleyebilmek için 2.5 mm’den başlayıp 4.0 mm’ye kadar uzanan ağır taşıyıcı C profil kalınlıkları tercih edilir. Bu devasa et kalınlığı, çelik yapının deprem gibi dinamik sismik şoklara maruz kaldığında plastik deformasyona uğramadan (kalıcı olarak eğilmeden) ayakta kalmasını sağlayan temel zırhtır. Ağır tonajlı sandviç panellerin veya güneş enerjisi (GES) panellerinin montajı sırasında bağlanan kalın cıvatalar, bu etli çelik cidarlara güvenle kenetlenerek asla yalama veya sıyırma yapmaz. Ağır sanayideki vinç hollerinin sarsıntılarını direkt temele aktaran bu kalın profiller, yüksek bir taşıma marjı (güvenlik katsayısı) sunarak mühendislere rahat bir tasarım nefesi aldırır. Kalınlığın getirdiği ekstra tonaj maliyeti, binaya sağladığı uzun ömür ve sarsılmaz mukavemet düşünüldüğünde oldukça karlı ve rasyonel bir uzun vadeli yatırımdır.
C Profil Kaliteleri
S235JR ve Ticari Sınıflar
Hafif çelik yapı pazarında hacimsel olarak en yüksek tüketim payına sahip olan temel yapısal sac normu, mühendislik literatüründeki adıyla S235JR ticari sac kalitesidir. Bu evrensel standardizasyon, şekillendirilen çeliğin minimum 235 MPa seviyesinde bir statik akma dayanımına sahip olduğunu sertifikalı olarak tüm sektöre beyan etmektedir. Aşırı dinamik sarsıntıların beklenmediği basit depolama hangarlarında, hayvan barınaklarında ve güneş enerjisi alt konstrüksiyonlarında bu ticari sınıf, fiyat ve performansın en uyumlu kesişim noktasıdır. Düşük karbon eşdeğeri sayesinde, malzeme roll-forming makinelerinde soğuk olarak kıvrılırken köşelerde yırtılma veya mikro çatlak oluşturmama konusunda üstün bir esneklik gösterir. Tıpkı yüksek basınca dayanıklı kazan sacları üretiminde olduğu gibi, bu ticari sınıfların da her bir üretim partisi ilgili TSE ve EN normlarına göre test edilerek kalite onayından geçirilmektedir.
S355JR Yüksek Dayanımlı Alaşımlar
Aşırı kar yükünün bulunduğu coğrafyalarda veya kolon açıklıklarının çok geniş bırakıldığı mega fabrika projelerinde, standart sacların yetersiz kaldığı durumlarda S355JR yüksek dayanımlı alaşımlar C profil olarak haddelenmektedir. Minimum 355 MPa gibi muazzam bir akma sınırına sahip olan bu çelik sınıfı, alaşımında bulunan niobyum ve manganez gibi mikro bileşenler sayesinde efsanevi bir gerilme direncine ulaşır. Bu yüksek mekanik güç, tasarımcı mimarlara profillerin et kalınlığını bir alt segmente düşürerek binanın toplam çelik tonajından devasa bir maddi tasarruf sağlama fırsatı sunar. Şiddetli fırtınalarda çatı sistemine binen ters vakum yüklerine karşı asla kalıcı bükülme yaşamayan bu alaşım, binanın bütünsel bütünlüğünü adeta bir çelik zırh gibi korur. İşlenmesi ve bükülmesi daha yüksek tonajlı pres güçleri gerektirse de, sunduğu bu sarsılmaz sismik güven ve uzun ömür, ağır sanayinin ondan vazgeçmemesinin tek sebebidir.
Akma Mukavemeti Detayları
Yapısal mühendislik tasarımlarında C profillerin emniyet limitlerini çizen en kritik metalurjik değer, çeliğin geri dönülemez şekilde uzamaya (plastik deformasyona) başladığı an olan akma mukavemetidir. Statik analiz programları, kar veya rüzgar yükü hesaplamalarını yaparken malzemenin taşıyacağı stresi her zaman bu akma mukavemeti değerinin altında kalacak bir güvenlik katsayısıyla sınırlar. Profilin kalınlığı veya dış ebatları ne kadar büyük olursa olsun, eğer hammaddenin akma noktası düşük kalırsa, konstrüksiyon en ufak bir sismik sarsıntıda bel vererek kalıcı hasar alır. Fabrikalarda sac rulosu üretime girmeden önce laboratuvarlarda hidrolik çenelerle yapılan çekme testleri, malzemenin akma değerini dijital olarak raporlayarak MTC (Mill Test Certificate) belgelerine işler. Mühendislerin şantiyede malzeme kabulü yaparken mutlaka teyit etmesi gereken ilk parametre, işte bu hayati akma mukavemeti verisidir.
Çekme Mukavemeti Testleri
Akma mukavemetinin bir adım ötesi olan çekme mukavemeti, C profil çeliğinin uygulanan çekme kuvveti altında tamamen koparak parçalandığı nihai zirve gerilim noktasını ifade eder. Malzemenin sünekliğinin ve kırılganlık limitlerinin ölçüldüğü bu testler, özellikle deprem anında yapının ne kadar enerji sönümleyebileceğini (esneyebileceğini) gösteren harika bir indikatördür. Çekme mukavemeti yüksek olan alaşımlar, binaların çökmeden önce plastik mafsal oluşturarak içindeki insanların güvenle tahliye edilmesine zaman kazandıran çok değerli bir süneklik davranışı sergilerler. Laboratuvar ortamında üniversal test cihazlarıyla (UTM) milimetrik olarak grafiğe dökülen bu kopma değerleri, uluslararası yapı kodlarının (Eurocode) referans aldığı en temel malzeme verileridir. Profilin üretim sürecinde maruz kaldığı soğuk şekillendirme (pekleşme) işlemi, çekme dayanımını daha da artırarak malzemenin performans karakteristiğini pozitif yönde keskinleştirir.
C Profil Karşılaştırmaları
U Profil ile Karşılaştırma
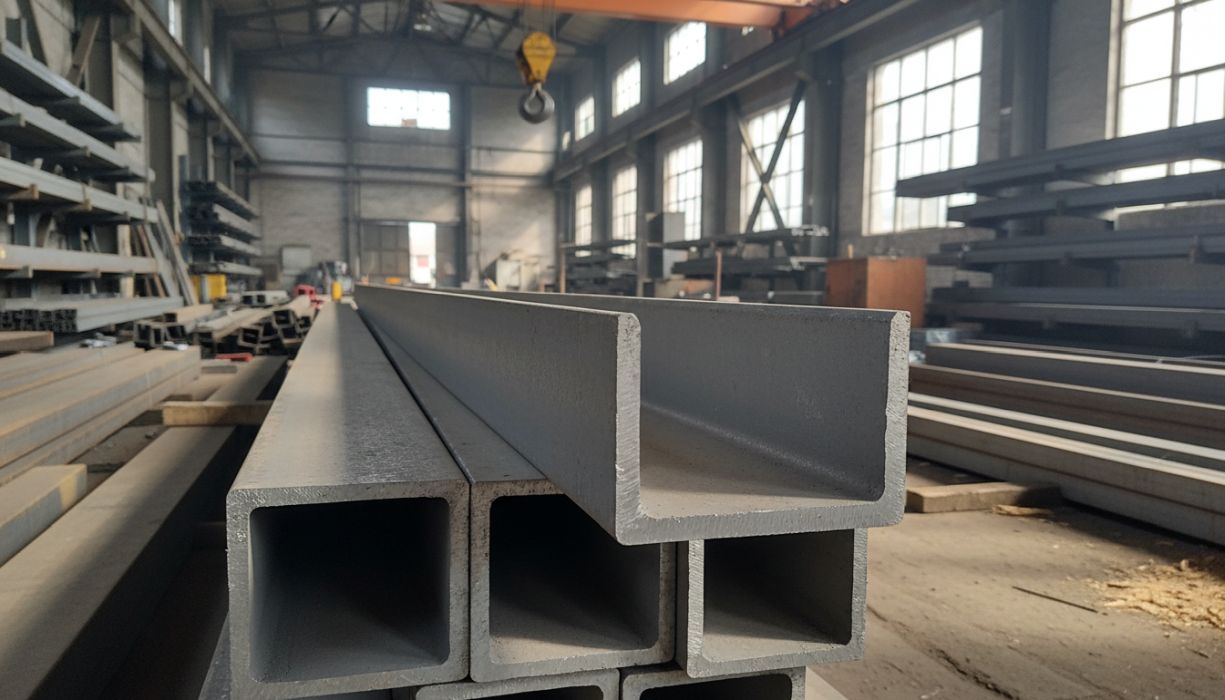
Hafif çelik yapı elemanları arasında sıklıkla ikilemde kalınan C ve U profil sistemleri kıyaslandığında, taşıma kapasiteleri ve atalet momentleri açısından C profillerin belirgin bir yapısal üstünlüğü bulunmaktadır. C profilin flanş uçlarında bulunan ekstra dudak (lip) kıvrımları, malzemeye U profile göre muazzam bir ekstra burulma direnci ve yanal mukavemet kazandırarak kesit verimliliğini zirveye taşır. Basit ara bölme duvarlarında veya taşıyıcı özelliği olmayan asma tavanlarda U profiller bütçesel bir kolaylık sağlarken, yük binen ana çatı aşıklarında C profil kullanımı statik bir zorunluluk haline gelir. Dudak kıvrımları aynı zamanda bağlantı elemanlarının (cıvata veya akıllı vida) daha geniş ve güvenli bir yüzey alanı bulmasını sağlayarak montajın sıyrılma direncini de katlar. Özetle U profil daha yalın ve ekonomik bir bağlayıcı iken, C profil konstrüksiyonun tam kalbinde yer alan, gelişmiş bir statik güç merkezidir.
Z Profil ile Kıyaslama
Endüstriyel çelik binaların çatı ve cephe aşıklarında görev yapan C ve Z profiller, birbirlerine çok benzeyen formlarına rağmen farklı montaj dinamiklerine ve taşıma senaryolarına hizmet ederler. Z profillerin asimetrik kesit yapısı, profillerin birbiri üzerine bindirilerek (sürekli kiriş sistemi) monte edilmesine olanak tanır ve bu bindirmeler moment aktarımını kusursuzlaştırarak açıklıkların daha güvenli geçilmesini sağlar. C profiller ise genellikle basit mesnetli (tek parça) kolonlar arasında çalışmak üzere tasarlanmış, kapı ve pencere lento detaylarında veya cephe duvar çerçevelerinde mükemmel bir simetrik uyum sunan elemanlardır. Çatı eğiminin yüksek olduğu projelerde Z profiller ağırlık merkezleri sayesinde burkulmaya karşı daha dirayetli dururken, C profiller duvar ve ara kat döşemelerinde montaj kolaylıklarıyla fark yaratırlar. Sonlu elemanlar analizi yapan mühendisler, projenin maruz kalacağı yükün vektörel yönüne göre bu iki profil arasından en optimum olanı seçerek çelik sarfiyatını rasyonelleştirirler.
| Profil Karşılaştırma Tablosu | |||
|---|---|---|---|
| Profil Tipi / Kalite | Kaplama Tipi | Dayanım Özelliği | Kullanım Alanı |
| C Profil (S235JR) | Sıcak Daldırma Galvaniz | Orta Mukavemet / Burkulma Dirençli | Hafif Çelik Cephe ve Duvar Taşıyıcıları |
| Z Profil (S355JR) | Sıcak Daldırma Galvaniz | Yüksek Mukavemet / Sürekli Kiriş | Geniş Açıklıklı Endüstriyel Çatı Aşıkları |
| U Profil (S235JR) | Siyah Sac / Boyalı | Standart Mukavemet | Taşıyıcı Olmayan Bölme Duvarlar, Çerçeveler |
| Sigma Profil (S355JR) | Özel Alaşımlı Galvaniz | Ekstra Yüksek Eğilme Direnci | Ağır Yük Depo Rafları ve Özel Konstrüksiyonlar |
C Profil Muadil Kalite Karşılaştırması
İthal ve Yerli Sac Kıyaslaması
Türkiye’nin yüksek teknolojiye sahip çelik servis merkezlerinde yerli sac ruloları kullanılarak üretilen C profil ürünleri ile bazı Asya menşeli ithal muadilleri arasındaki farklar, projelerin kaderini belirleyecek kadar keskindir. Türk haddehaneleri TS EN ve Eurocode standartlarına yüzde yüz uyumlu kütük çelikler ürettikleri için, bu saclardan çekilen profillerin akma ve çekme mukavemetleri daima uluslararası sertifikasyon güvencesi altındadır. Ancak ucuz hurda karışımlarıyla denetimsiz üretilen bazı ithal rulolarda, malzemenin boyutsal kalınlığında negatif sapmalar ve iç yapısında gözle görülmeyen kükürt yığılmaları (kırılganlık noktaları) sıklıkla saptanmaktadır. Ayrıca yerli üretimde sağlanan satış sonrası teknik destek, hızlandırılmış lojistik tedarik ve projeye özel butik üretim esnekliği, satın alma uzmanlarına ithal rakiplerine kıyasla çok daha emniyetli bir operasyon sunar. Sismik kuşağın tam merkezinde yer alan ülkemizde, taşıyıcı iskeletlerde yerli ve sertifikalı saclardan üretilmiş C profillerin kullanılması, asla taviz verilmemesi gereken bir mühendislik prensibidir.
Galvanizli ve Siyah Sac Mukavemeti
Üretimde kullanılan sacın yüzey kaplama şekli olan siyah (ham) sac ile galvaniz kaplı sac arasında, temel çekme ve akma mukavemeti açısından laboratuvar ortamında neredeyse hiçbir mekanik fark bulunmamaktadır. Ancak iş uzun vadeli dış mekan performansına geldiğinde, korozyonun siyah sacın et kalınlığını yiyerek zayıflatması sebebiyle sistemin taşıma mukavemeti yıllar geçtikçe dramatik bir şekilde düşüş gösterir. Galvanizli sacdan çekilmiş bir C profil ise, üzerindeki o muazzam çinko zırhı sayesinde paslanmayı 50 yıl boyunca bloke ederek, ilk günkü fabrikasyon et kalınlığını ve dolayısıyla o orijinal statik mukavemetini aynen korumaya devam eder. Eğer siyah sac profil şantiye montajı sonrasında çok kaliteli epoksi astarlarla korunmayacaksa, yağışlı veya asidik ortamlarda kullanılacak olan konstrüksiyonun kısa sürede göçmesi içten bile değildir. Toplam yaşam döngüsü (LCC) analizlerinde, sıcak daldırma galvanizli sactan üretilmiş profiller, ilk satın almada pahalı görünse de uzun yıllar sıfır bakım maliyeti sunarak siyah muadillerine kıyasla açık ara ekonomik bir zafer kazanırlar.
C Profil Teknik Varyasyonları
Delikli ve Deliksiz Üretim
Hafif çelik yapıların hızlı kurulum mantığına uygun olarak C profiller, şantiyede ustaların delik delme işçiliğini tamamen sıfırlayan projeye özel “kendinden delikli” varyasyonlarla da banttan çıkarılabilmektedir. Üretim bandına entegre edilen CNC destekli punch veya fiber lazer istasyonları, rulodan çekilen sac henüz profil formunu almadan önce cıvata ve tesisat boşluklarını milimetrik hassasiyetle yüzeye işler. Bu akıllı üretim varyasyonu sayesinde, şantiyeye inen binlerce metre profil hiçbir ölçüm veya matkap işlemi gerektirmeden, sadece cıvatalar sıkılarak lego blokları gibi devasa binalara dönüşür. Herhangi bir tesisat veya montaj deliği gerektirmeyen kaynaklı birleşimli klasik tasarımlarda ise, deliksiz standart C profil üretimi hız kesmeden çok daha ekonomik bir şekilde gerçekleştirilir. Projenin 3D modellemesini (BIM) baz alan bu delikli üretim teknolojisi, hata paylarını minimize ederek montaj firelerini tamamen ortadan kaldıran muazzam bir endüstriyel devrimdir.
Soğuk Haddeleme İşlemlerinin Etkileri
Çelik ruloların fırınlarda ısıtılmadan, tamamen ortam sıcaklığında ağır silindirler vasıtasıyla ezilerek şekillendirildiği soğuk haddeleme işlemi, malzemenin iç mekaniğini mucizevi şekilde değiştiren bir tekniktir. Bu soğuk büküm esnasında çeliğin yüzeyinde “pekleşme” (strain hardening) adı verilen mikroskobik kristal sıkışması yaşanır ve bu da profilin özellikle köşe kısımlarında akma dayanımını ciddi oranlarda artırır. Orijinal sıcak haddelenmiş rulo saca kıyasla, soğuk şekillenmiş C profil ekstra bir yapısal sertlik ve çok daha pürüzsüz, parlak bir yüzey finişi elde ederek hem görsel hem de statik bir avantaj sağlar. Ancak köşelerde oluşan bu artık gerilmelerin aşırı sismik yükler altında kırılganlığa yol açmaması için, kıvrım yarıçaplarının (radyusların) TSE standartlarına uygun genişliklerde bırakılması mühendislik açısından hayati önem taşır. Soğuk şekillendirmenin sunduğu bu yüksek mekanik performans, C profilleri modern hafif çelik yapıların sarsılmaz bel kemiği haline getirmiştir.
Roll-Forming Makine Aşamaları
Düz bir sac şeridinin kusursuz bir C profile dönüşme serüveni, peş peşe sıralanmış ve her biri farklı bir açıda baskı uygulayan çok istasyonlu roll-forming makinelerinde gerçekleşmektedir. İlk merdane istasyonları sacın sadece kenarlarındaki dudak kıvrımlarını yavaşça bükmeye başlarken, ilerleyen kalıp istasyonları flanşları yavaşça 90 derecelik dik açıya doğru soğuk presler. Yaklaşık 12 ile 20 istasyon arasında süren bu kademeli büküm işlemi, malzemenin birdenbire yırtılmasını ve yüzey galvanizinin dökülmesini engelleyen son derece hassas bir termomekanik mühendislik kurgusudur. Makinelerin PLC beyinleri, profilin boyutsal eğriliğini ve köşe radyuslarını anlık olarak milimetrik sensörlerle ölçerek kalıpların baskı gücünü saniyesinde optimize eder. Hattın sonunda yer alan hidrolik uçan giyotin veya lazer kesim ünitesi, akan profili durdurmadan istenilen tam boyda pürüzsüzce keserek paletleme ünitesine aktarır.
Boy Çekme Uzunlukları
C profil üretim hatlarının yatırımcı firmalara sunduğu en eşsiz teknik esneklik, profillerin standart 6 veya 12 metre sınırlarına takılmaksızın sonsuz bir boy çekme uzunluğuna ayarlanabilmesidir. Taşıyıcı tırların dorselerinin alabileceği maksimum gabari uzunluğuna (genellikle 13.5 metre) kadar yekpare kesintisiz parçalar halinde üretilebilen bu profiller, şantiyedeki ek kaynak işçiliğini sıfırlar. Özellikle çok geniş açıklıklı depo çatıları tek parça bir aşıkla geçildiğinde, taşıyıcı sistemin sehim (bel verme) oranı minimuma inerek rüzgar vakumlarına karşı binanın yanal rijitliği maksimuma çıkarılır. Fire oranını neredeyse sıfıra indiren bu milimetrik boy çekme uzunlukları, projenin toplam çelik tonaj faturasını direkt olarak düşürerek ciddi bir ticari kâr marjı yaratır. Üretim bandının yazılımına girilen dijital kesim listeleri, makinenin fire hesaplamalarını kendisinin yaparak en optimum kesim senaryosunu otonom olarak hayata geçirmesini sağlar.
Galvanizli C Profil Uygulamaları
Sıcak Daldırma Galvaniz Teknolojisi
Açık hava şartlarında yağmura, kara ve asidik sanayi ortamlarına karşı hafif çelik karkasların verdiği o zorlu yaşam mücadelesinde en yenilikçi savunma kalkanı, rulo sacın sıcak daldırma galvaniz teknolojisi ile izole edilmesidir. Yaklaşık 450-460 derece sıcaklıkta kaynayan devasa çinko havuzlarının içerisinden geçirilen saclar, yüzeylerinde metalurjik bazlı çok katmanlı, sağlam bir çinko-demir alaşımı oluşturur. Bu galvanizlenmiş rulolardan soğuk şekillendirmeyle çekilen C profiller, kesim noktaları haricinde atmosferdeki agresif oksijen molekülleriyle olan tüm bağını kalıcı olarak kesmiş bir zırha sahiptir. Galvaniz işlemi uygulanmış bu çelik profiller, açık hava tarım seralarında, büyükbaş hayvan çadırlarında ve prefabrik dış cephelerde ortalama kırk yıl gibi inanılmaz bir paslanmazlık ömrü sunar. Kimyasal korozyona karşı gösterdiği bu muazzam katodik koruma (kendini feda etme) yeteneği, galvanizli C profilleri diğer tüm boyalı mühendislik çözümleri arasında fiyat-fayda oranında en zirveye taşır.
Güneş Enerjisi Santrali (GES) Kullanımı
Küresel yenilenebilir enerji devriminin en büyük yatırımlarından olan devasa Güneş Enerjisi Santrallerinin (GES) alt konstrüksiyon ayakları, korozyon direnci maksimize edilmiş galvanizli C profillerden inşa edilmektedir. Açık arazide onlarca yıl boyunca güneşe, şiddetli rüzgara, kar birikimine ve topraktan gelen asidik neme maruz kalan bu taşıyıcı çelik iskeletlerin bakımsız kalabilmesi, ancak bu kalın çinko zırhı sayesinde mümkün olmaktadır. C profillerin açık kesitli ancak burulmaya karşı son derece dirençli formları, ağır camlı güneş panellerinin yarattığı rüzgar direnci (yelken etkisi) altında bile sistemin titreşmeden sarsılmaz kalmasını sağlar. Ayrıca profillerin üzerindeki fabrikasyon standart delikler, binlerce panelin sahada hiçbir matkap veya kaynak kullanılmadan sadece cıvata-somun ile çok hızlı bir şekilde modüler olarak birleştirilmesini sağlar. GES projelerinin amorte sürelerinin kısaltılmasında, montaj işçiliğini yarı yarıya düşüren bu akıllı C profil konstrüksiyon tasarımlarının payı teknik olarak tartışılmazdır.
Siyah Sac C Profil Kullanımı
Astar ve Antipas Boya Süreçleri
Hammadde olarak üzeri çinko ile kaplanmamış, karbon çeliğinin ham siyah renginde üretilen C profil varyasyonları, doğa koşullarına karşı savunmasız oldukları için mutlaka ekstra bir boya veya astar prosesinden geçirilmek zorundadır. Fabrika veya atölyelerde üretimleri tamamlandıktan sonra yüzeyindeki tufal ve yağlar kumlama yöntemiyle tamamen temizlenir ve hemen ardından yüksek kaliteli endüstriyel kırmızı/gri antipas astar banyolarına sokulur. Uygulanan bu sentetik korozyon inhibitörlü astar, profilleri şantiye ortamında montaj süresince havadaki rutubetin paslandırmasından koruyan ilk geçici savunma hattıdır. Sistemin ana kurulumu bitip kaynak işlemleri tamamlandıktan sonra ise, tüm yüzeye uygulanan son kat poliüretan veya epoksi boyalar sayesinde konstrüksiyon asırlık bir korozyon kalkanına kavuşturulmuş olur. Özellikle görsel estetiğin ön planda olduğu iç mimari projelerinde veya kurumsal marka renklerinin kullanılacağı fabrika tasarımlarında, istenilen her RAL koduna boyanabilme imkanı sunması siyah sac C profillerin en büyük ticari avantajıdır.
Kapalı Alan Çatı Makasları
Endüstriyel binaların dış atmosferik yağışlardan tamamen izole edilmiş kapalı alan çatı makaslarında (truss sistemlerinde), pahalı galvaniz kaplamalara ihtiyaç duyulmadan tamamen siyah sactan çekilmiş C profiller çok ekonomik bir şekilde kullanılmaktadır. Çatıyı örten sandviç panellerin veya kenet sacların altında yer aldıkları için sadece binanın iç nem oranına maruz kalan bu taşıyıcılar, üzerlerindeki standart endüstriyel astar ile uzun on yıllar boyunca hiçbir korozyon riski yaşamazlar. Siyah sactan üretilmiş profiller, kaynak operatörlerinin elektrik ark kaynağı yapması esnasında galvaniz zehirlemesi veya dikiş patlaması (cüruf) yaratmadığı için çok daha temiz ve pürüzsüz bir metalurjik birleşim sunarlar. C profilin dudaklı kapalı form tasarımı, makas sistemlerinde oluşan basınç ve çekme kuvvetlerini çok başarılı bir şekilde karşılayarak kafes kirişin sehim (bel verme) yapmasını kesin olarak engeller. Proje bütçesini büyük oranda rahatlatan siyah sac kullanımı, kapalı yapı çelik mimarisinin en rasyonel ve vazgeçilmez mühendislik seçimidir.
2 mm C Profil Dayanımı
Hafif Çelik Yapı Karkasları
Son yıllarda sismik güvenliği ve inşaat hızı nedeniyle müthiş bir popülarite kazanan hafif çelik konut ve villa projelerinin tüm taşıyıcı ana karkas sistemleri, genellikle 2 mm et kalınlığına sahip yüksek dayanımlı galvanizli C profillerden örülmektedir. Duvar dikmeleri (stud) ve yatay kayıtları olarak kullanılan bu spesifik kalınlık, binaya hiçbir ekstra ağır ölü yük bindirmeden iki veya üç katlı yapıları sarsılmaz bir güvenlikle ayakta tutacak optimum atalet momentini sağlar. Deprem anında yerkabuğundan gelen o devasa yanal kinetik sarsıntı enerjisini, esneyerek kendi içerisinde hapseden bu 2 mm’lik çelik ağ, betonarme binalardaki gevrek kırılma (çökme) riskini tamamen tarihe gömer. Ayrıca soğuk bükümle üretilmiş profillerin içine yerleştirilen taşyünü ve camyünü gibi izolasyon malzemeleri sayesinde, bu hafif karkaslar geleneksel tuğla binalardan çok daha üstün bir ısı ve ses yalıtım standardına ulaşırlar. Özel bilgisayarlı makinelerde (cad-cam) milimetrik olarak kesilip delinen bu profiller, şantiyede akıllı vidalarla saatler içinde lego evler gibi hatasızca birleştirilir.
Asma Tavan ve Cephe Sistemleri
Geniş alanlı alışveriş merkezlerinde, havaalanı terminallerinde veya hastanelerde uygulanan devasa asma tavan ve dış cephe kaplama sistemlerinde, alt taşıyıcı konstrüksiyon olarak 2 mm C profil kullanımı statik bir emniyet kemeridir. Dış cephelere uygulanan ağır alüminyum kompozit panellerin veya seramik kaplamaların rüzgar yükünü ve kendi statik ağırlığını bina ana kolonlarına güvenle aktaran bu çelik iskeletler, asla sehim yapmayarak cephenin düzlemselliğini korurlar. Asma tavanlarda ise, üzerinden geçen devasa iklimlendirme kanallarının ve mekanik boruların yükünü taşıyacak o çelik grid ağı, bu profillerin sağladığı mukavemet sayesinde tehlikesizce kurulur. 2 mm’nin sunduğu o rijitlik, vidaların profile sıyrılmadan sıkıca kenetlenmesini sağlayarak, şiddetli bir fırtınada veya deprem sarsıntısında cephe panellerinin sökülüp uçma riskini sıfıra indirger. Fiyat ve ağırlık dengesi açısından tam bir mühendislik harikası olan bu kalınlık, modern mimarinin cephe tasarımlarında vazgeçilmez bir alt bileşendir.
3 mm C Profil Yük Kapasitesi
Endüstriyel Fabrika Çatıları
Organize sanayi bölgelerinde yükselen ağır makine hollerinin veya lojistik depoların devasa açıklıklı çatı sistemlerinde, kar ve rüzgar yükünü bükülmeden taşıyabilmek için 3 mm et kalınlığına sahip ağır hizmet C profil aşıkları kullanılır. Açıklık mesafesi (iki makas arası) 6 metre ile 8 metre arasına çıktığında, ince kalınlıklı profiller rüzgarın ters vakum kuvvetine dayanamayarak kalıcı bir ters sehim veya burkulma (buckling) felaketi yaşayabilir. Ancak 3 mm kalınlığın getirdiği o devasa kütlesel atalet momenti, üzerindeki ağır taşyünü yalıtımlı sandviç panelleri zerre kadar esnemeden taşıyarak binanın çatısını adeta sarsılmaz bir çelik kubbeye çevirir. Yüksek çekme mukavemeti sayesinde, bağlantı için kullanılan kalın sanayi vidaları profile tam nüfuz ederek rüzgarda çatı kaplamasının gevşemesini ve yağmur suyu sızdırmasını kesin olarak engeller. Proje maliyetlerinde başlangıçta bir tonaj artışı yaratsa da, şiddetli kış aylarında fabrikanın çökme riskini tamamen sıfırlayan bu 3 mm seçimi, endüstriyel mühendisliğin altın kurallarından biridir.
Ara Kat Taşıyıcı Platformları
Sanayi tesislerinin zemin alanını iki katına çıkarmak için kurulan yüksek tonajlı asma ara kat (mezanin) platformlarında, ana çelik I veya H kirişlerin üzerine atılan tali taşıyıcı döşeme ızgaraları genellikle 3 mm C profil kesitlerinden oluşturulur. Üzerine serilecek trapez sac ve dökülecek çelik hasırlı betonun tonlarca ağırlık binen o ezici ölü yükünü, açıklıkları esnemeden geçerek başarıyla sönümleyecek kapasiteye sahiptir. Olası bir deprem anında, üzerinde çalışan forkliftlerin veya istiflenmiş tonlarca hammaddenin yaratacağı değişken dinamik şokları, kendi geometrik burulma direncine hapsederek platformun göçmesini engeller. Bu kalınlıktaki C profillerin yan yana kaynak veya bulonlu (cıvatalı) birleşim detayları, malzemenin yırtılmasını veya sıyrılmasını engelleyecek çok güvenli ve etli bir metalik tutunma yüzeyi yaratır. İş güvenliğinin ve statik taşıma emniyetinin her şeyden önce geldiği fabrika revizyonlarında, ağır platformlar için 3 mm kalınlıklı profil seçimi kesin bir şartname kuralıdır.
C Profil Ağırlık Hesaplamaları
Metretül Başına Teorik Kütle
Modern inşaat mühendisliği ofislerinde binanın taşıyacağı o büyük karkas çelik ağırlığının hesaplanabilmesi için, projede yer alan tüm C profil ebatlarının metretül başına düşen teorik kütle analizlerinin kusursuz yapılması gerekir. Uluslararası çelik mekanik normlarında karbon çeliğinin yoğunluk sabiti 7.85 g/cm³ (veya 7850 kg/m³) olarak alınır ve profilin sac açınım uzunluğu ile et kalınlığı çarpılarak bir metrelik uzunluğunun net ağırlığı bilgisayar yazılımlarıyla bulunur. Elde edilen bu teorik kilogram verileri, statik analiz programlarına (SAP2000, Tekla vb.) aktarılarak, yapının ana temel pabuçlarına binecek olan toplam ölü yükün net şekilde deşifre edilmesini ve sismik rezonansın bulunmasını sağlar. Profil et kalınlığı onda bir milimetre (0.1 mm) bile eksik veya fazla olduğunda binanın toplam kütlesine devasa yükler bindiği için, statik mühendisi mukavemeti bozmayacak o optimum kalınlığı seçerek çelik maliyetlerini dengeler. Yapılan bu hatasız kütle analizleri, lojistik operasyonlarında da taşıma tırlarına yasaları ihlal etmeden en fazla kaç bağ malzeme atılabileceğinin kusursuz planlanmasını sağlamaktadır.
Kantar ve Kesim Fire Payları
Mühendislik ofislerinde matematiksel formüllerle hesaplanan o ideal teorik profil ağırlıkları ile haddehanenin teslimatta tırı çıkartırken kestiği onaylı elektronik kantar fişleri arasında birtakım küçük tonaj sapmalarının oluşması endüstriyel sektörün kabul ettiği bilimsel bir gerçektir. Ayrıca şantiyeye 6 metrelik standart boylarda inen profiller, özel birleşim noktaları veya çatı eğim açıları için açılı (açılı gönye) kesildiğinde, ucundan düşen ufak sac parçaları projede geri döndürülemez bir hurda fire ağırlığı yaratmaktadır. Satın alma uzmanlarının malzeme metrajı çıkarırken sadece net proje ölçüsünü değil, mutlaka bu kantar toleranslarını ve minimum %3-5 bandındaki kesim montaj fire paylarını (wastage) bütçeye eklemeleri şarttır. Eğer sipariş listesi tam ucu ucuna sıfır toleransla açılırsa, montajın en kritik yerinde malzeme eksik kalarak vinç ve işçi ekiplerinin günlerce boş yatmasına yol açan devasa bir plansızlık zafiyeti doğurur. Firenin sıfıra indirilmesinin istendiği projelerde ise, doğrudan fabrikadan 3D modellemeye uygun projeye özel boylarda (boy çekme) CNC kesimli üretim talep edilmesi en doğru stratejidir.
Üretim Tolerans Sapmaları
Rulo sacın uluslararası demir çelik fırınlarından çıkışından roll-forming makinesine girişine kadar geçen süreçte, malzemenin kalınlığında ve genişliğinde TS EN 10143 normlarının yasal olarak izin verdiği eksi ve artı yönde mikronluk üretim tolerans sapmaları bulunur. Örneğin nominal olarak 2.0 mm sipariş edilen bir rulo sac, fabrikanın hadde ayarına göre üretim bandından 1.95 mm ile 2.05 mm arasında bir bant aralığında, tamamen standartlara uygun olarak çıkabilmektedir. Binlerce metre çekilen profiller kantarın üzerine devasa paketler halinde çıktığında, bu mikroskobik tolerans sapmaları toplam kütlede onlarca kiloluk ağırlık farklılıkları olarak satış faturasına yansır. Üstelik malzemenin paslanmaması için üzerine kaplanan o kalın sıcak daldırma galvaniz katmanı, profilin toplam teorik ağırlığına ekstra %4 ile %6 oranında ölçülemez bir sıvı metal kütlesi ekleyerek teorik matematiği tamamen değiştirir. Çelik ticaretindeki dürüstlük ilkesi gereği tüm faturalandırmalar, yasal ve kalibrasyonlu tartım noktalarından elde edilen nihai fiziki kantar ağırlıkları üzerinden itirazsız olarak gerçekleştirilmektedir.
Mühendislik Güvenlik Katsayıları
C profil sistemlerinin statik analizleri yapılırken, bilgisayar ortamında hesaplanan yük taşıma kapasitelerine güvenerek profili tam sınırda (limit durumda) zorlamak, inşaat mühendisliğinin en temel felaket reçetesidir. Bu riski ortadan kaldırmak için tasarımcılar, beklenen maksimum rüzgar, kar veya deprem yükünü genellikle 1.4 veya 1.5 gibi evrensel güvenlik katsayıları (safety factors) ile çarparak yapıyı bilinçli olarak çok daha kalın profiller taşıyacak şekilde ağırlaştırırlar. Çelikteki gizli üretim hatalarını, montaj esnasında atılan kusurlu kaynakları veya gelecekte çatıya konulabilecek plansız yeni havalandırma ünitelerinin ağırlığını tolere etmek için bu güvenlik katsayısı binanın hayati bir görünmez sigortasıdır. Ağırlık analizleri bu yüksek güvenlik marjları dahilinde hesaplandığı için, proje dosyalarındaki çelik sarfiyatı her zaman teorik minimum gereksinimden daha yüksek ve sağlam bir tonajda çıkar. Can güvenliğinin hiçbir bütçe kısıtlamasına feda edilemeyeceği modern sismik tasarımlarda, uygun profil kalınlıklarını katsayılarla yükseltmek taviz verilmez bir evrensel yasa konumundadır.
Türkiye Geneli Sevkiyat Bölgemiz
Kesintisiz Lojistik Ağımız
Endüstriyel çelik konstrüksiyon piyasasının kalbinde yer alan o yüksek tonajlı C profil paketlerinin şantiyelere güvenli, sarsıntısız ve hasarsız sevk edilmesi, muazzam bir teknolojik takip ile tecrübeli bir operasyon gerektiren stratejik bir süreçtir. Geliştirdiğimiz ulusal devasa lojistik nakliye ağımızla, çelik haddehanelerimizden çıkan hazır ebatlanmış ürünler, hava süspansiyonlu tam donanımlı tır filolarımızla Türkiye’nin dört bir köşesine hiçbir gecikme yaşamadan ulaştırılmaktadır. Yükleme esnasında galvaniz kaplamaların veya astar boyaların zincirlerle çizilmemesi için, profiller dorselere mutlaka endüstriyel bez sapanlarla yüklenir ve özel takozlarla yolda kaymayacak şekilde sıkıca sabitlenir. Uydudan anlık olarak 7/24 izlenebilen filo yönetim dijital yazılımlarımız, aracın o anki seyir hızından şantiye tahliye noktasına varış süresine kadar her veriyi şeffafça işleyerek müşteri cep telefonlarına anlık bilgilendirme aktarır. Termin sürelerine olan bu sözde değil özde tavizsiz bağlılığımız, müteahhit firmaların şantiyede saatlik ücretle bekleyen o pahalı vinç ve montaj ekiplerinin maliyet zararlarını tamamen ortadan kaldıran kurumsal bir güvencedir.
İl Bazlı Proje Dağıtımları
Müşterimizin hayata geçireceği endüstriyel tesis projesi büyük bir metropolün sanayi sitesinde veya zorlu yollara sahip ücra bir Doğu Anadolu tepesinde dahi olsa, ülkemizin 81 ilinin tamamını baştan uca saracak entegre bir lojistik dağıtım rotasyonu planlıyoruz. Ege’nin güneş enerjisi (GES) şantiyelerinden Karadeniz’in devasa tersane projelerine, Marmara’nın otomotiv fabrikalarından İç Anadolu’nun organize tarım seralarına kadar her bölgeye, o yükün gabarisine en uygun çelik taşıma dorselerini yönlendiriyoruz. Stratejik otoyol kavşaklarında konumlandırdığımız bölgesel lojistik aktarma merkezlerimiz sayesinde, tam tır doldurmayan (parsiyel) düşük bütçeli KOBİ siparişlerini de aynı rotada birleştirerek, alıcıların yüksek nakliye maliyetlerini piyasanın çok daha altına çekiyoruz. Siparişin onay anından, malzemenin vinçle şantiyeye indirilmesine kadar geçen tüm bu entegre tedarik zinciri, yüzde yüz şantiye güvenliği ve müşteri memnuniyeti prensibiyle Endüstri 4.0 normlarında saat gibi tıkır tıkır işlemektedir.
| Türkiye Geneli 81 İle Hizmet Ağımız | |||
|---|---|---|---|
| Adana | Adıyaman | Afyonkarahisar | Ağrı |
| Amasya | Ankara | Antalya | Artvin |
| Aydın | Balıkesir | Bilecik | Bingöl |
| Bitlis | Bolu | Burdur | Bursa |
| Çanakkale | Çankırı | Çorum | Denizli |
| Diyarbakır | Edirne | Elazığ | Erzincan |
| Erzurum | Eskişehir | Gaziantep | Giresun |
| Gümüşhane | Hakkari | Hatay | Isparta |
| Mersin | İstanbul | İzmir | Kars |
| Kastamonu | Kayseri | Kırklareli | Kırşehir |
| Kocaeli | Konya | Kütahya | Malatya |
| Manisa | Kahramanmaraş | Mardin | Muğla |
| Muş | Nevşehir | Niğde | Ordu |
| Rize | Sakarya | Samsun | Siirt |
| Sinop | Sivas | Tekirdağ | Tokat |
| Trabzon | Tunceli | Şanlıurfa | Uşak |
| Van | Yozgat | Zonguldak | Aksaray |
| Bayburt | Karaman | Kırıkkale | Batman |
| Şırnak | Bartın | Ardahan | Iğdır |
| Yalova | Karabük | Kilis | Osmaniye |
| Düzce | – | – | – |
C Profil Hakkında Sık Sorulan Sorular
C Profil Üretim Süreci Nasıldır?
Modern demir çelik endüstrisinde yapısal profillerin imalatı, devasa rulo sacların dilme hatlarında hassas milimetrik şeritler halinde kesilmesiyle başlayan entegre bir otomasyon sürecidir. Soğuk şekillendirme (roll-forming) pres merdaneleri arasından geçen bu çelik şeritler, adım adım ve ısıl bir işleme maruz kalmadan bükülerek nihai geometrik C şeklini kusursuzca alır. Makinelerin PLC beyinleri tarafından milimetrik olarak ölçülen profiller, hidrolik uçan giyotin testereler vasıtasıyla bant durdurulmadan projede istenilen ölçülerde hatasızca kesilir. Üretim bandının en son aşamasında ise, ürünler yüksek mühendislik tolerans mastarlarından ve boyutsal kalite kontrollerinden başarıyla geçirilerek stoklama paletlerine çelik çemberlerle güvenle bağlanır.
C Profil Korozyona Karşı Nasıl Korunur?
Temel yapı taşı olan karbon ve demir elementleri, açık hava projelerinde neme, yağmura ve atmosferik oksijene maruz bırakıldığında doğası gereği hızlıca reaksiyona girerek oksitlenip (paslanıp) çürümeye başlar. Projelerde kullanılacak olan profillerin dış cephe veya arazi şartlarına açık kalacağı zorlu konstrüksiyon senaryolarında, bu yıkıcı korozyonu kesin olarak durdurmak için sıcak daldırma galvaniz işlemi mutlaka yaptırılmalıdır. Ergitilmiş 450 derecelik çinko banyosuna sokulan bu çelik ürünler, yüzeylerinde çelikle tamamen metalurjik olarak bütünleşen çok kalın bir çinko alaşım zırhı oluşturarak paslanma riskini yarım asır boyunca bloke eder. Kapalı fabrika içi veya çatı altı gibi su almayan projelerde ise, yüksek kaliteli endüstriyel epoksi ve poliüretan bazlı çift kompenantlı antipas astar boya sistemleri fazlasıyla yeterli ve ekonomik bir koruma kalkanı vazifesi görmektedir.
İdeal C Profil Et Kalınlığı Nasıl Seçilir?
Bir ağır çelik sanayi tesisinin veya hafif çelik villanın karkasında kullanılacak profil sistemlerinin et kalınlığı seçimi, tamamen o binanın maruz kalacağı rüzgar, sismik deprem ve kar tonajı gibi dinamik yüklerin statik yazılımlarında analiz edilmesine doğrudan bağlıdır. Sadece estetik amaçlı hafif tavan kaplamalarında ve bölme duvarlarında 1.0 mm veya 1.5 mm kalınlık sınıfı, fazlasıyla sarsılmaz bir taşıyıcı görev ifa ederek bütçesel ve montajsal bir büyük avantaj yaratır. Ancak sahada geniş açıklıklı endüstriyel çatı aşıkları, devasa güneş enerjisi (GES) panelleri ve ağır vinç yürüyüş yolları söz konusu ise, zeminin veya kirişin kalıcı olarak burkulmasını engellemek adına kalınlığın güvenlik faktörü dahilinde minimum 2.5 mm ile 4.0 mm bandında kurgulanması tartışılmaz bir statik emniyet zorunluluğudur.
İhtiyaca Özel Kesim Yapılır Mı?
Dünya standartlarında faaliyet gösteren entegre çelik işleme ve roll-forming servis merkezleri, standart 6 metrelik ticari piyasa boylarının sınırlarını aşan tamamen projeye özel mühendislik tasarımları için sonsuz boy opsiyonları üretebilmektedir. Projenize uygun şekilde boy çekme hatlarında işlem gören rulo saclar, tam olarak şantiyenizin milimetrik montaj ölçülerine (örneğin 8.45 metre gibi) dönüştürülerek sahada oluşacak o maliyetli hurda fire oranlarının önüne en baştan geçer. Daha da teknolojik mimari şasi geometrilerinde, profiller montaja hazır hale gelsin diye roll-forming esnasında üzerlerine cıvata ve tesisat boşluklarını açan CNC 3 boyutlu hat içi punch sistemleri, malzemeye sıfır toleransla delikli üretim (otomasyon işçiliği) uygular. Tüm bu butik teknolojik imkanlar, müteahhit firmaların hayal ettikleri en inovatif çelik binaları şantiyede kaynak bile kullanmadan sadece cıvatalarla saatler içinde gerçeğe dönüştürmesine eşsiz bir hız sağlamaktadır.