
HRP Sac Fiyatları
Teknik Özelliklere Göre Fiyatlandırma
Endüstriyel çelik pazarında temizlenmiş yüzey kalitesiyle öne çıkan HRP sac ürünlerinin fiyatlandırma stratejileri, malzemenin barındırdığı teknik özelliklere doğrudan bağlı olarak şekillenmektedir. Üretim bandında tercih edilen alaşımın mukavemet kalitesi, et kalınlığı toleransları ve plaka ebatları, maliyet endeksinin oluşmasındaki en temel mühendislik unsurlarını oluşturur. Sıcak haddeleme sonrası uygulanan asitleme ve yağlama (pickling and oiling) işlemleri için harcanan kimyasal ve mekanik enerji, HRP sac fiyatları üzerinde doğrudan ve belirgin ticari dalgalanmalar yaratır. Bunun yanı sıra, malzemenin paslanmasını önlemek amacıyla uygulanan koruyucu yağ tabakasının yoğunluğu ve homojenliği, nihai piyasa değerini büyük oranda artıran kritik parametrelerdendir. Sonuç itibarıyla, müteahhit veya imalatçıların şartnameleri ne kadar kompleks uluslararası standartlar talep ederse, malzemenin TL/KG bazındaki tahmini üretim maliyeti de o doğrultuda kaçınılmaz bir artış sergilemektedir.
Sipariş ve Üretim Detaylarına Göre Fiyat
Çelik servis merkezlerinin yüksek teknolojiye sahip imalat hatlarında, uluslararası standartların dışında özel ebatlarda talep edilen HRP sac siparişleri, tonaj hacmine göre tamamen özelleştirilmiş bir fiyatlandırma sürecine tabi tutulur. Geniş kapasiteli haddehanelerde gerçekleştirilen standart rulo üretimleri, işçilik ve enerji verimliliğini maksimize ettiği için tedarikçilere son derece esnek bir maliyet avantajı sunar. Öte yandan, proje bazlı özel CNC lazer kesim gerektiren veya butik alaşım talebi içeren düşük tonajlı özel imalat varyasyonları, makine ayar (set-up) maliyetleri sebebiyle birim fiyat üzerinde yukarı yönlü bir etki yaratmaktadır. Ayrıca, devasa sanayi projelerinde teslimat termin sürelerinin iyice daraltıldığı acil üretim talepleri, ekstra işçi vardiyası ve sıkı lojistik planlaması gerektirdiğinden standart periyotlara kıyasla her zaman farklı seviyelerde fiyatlandırılabilmektedir. Dolayısıyla, ticari satın alma operasyonlarında miktar optimizasyonu ile üretim standardının teknik olarak doğru belirlenmesi, proje bütçesinin uzun vadeli korunması adına oldukça kritik bir öneme sahiptir.
Lojistik ve Sevkiyat Etkisi
Metalürji sektöründe üretilen yüksek tonajlı HRP sac materyallerinin inşaat, şantiye veya atölye alanlarına güvenle sevk edilmesi, toplam satın alma maliyetlerini şeffaf bir biçimde değiştiren ağır bir lojistik bütçe kalemidir. Üretimi tamamlayan entegre çelik tesisi ile malzemenin teslim edileceği coğrafi lokasyon arasındaki kilometre mesafesi, nakliye giderlerinin belirlenmesinde rol oynayan tartışmasız birincil faktördür. Ayrıca, bu sacların aside yatırılmış temiz yüzeylerinin paslanmaması için kapalı kasa dorselerde veya özel brandalı tırlarda taşınması zorunluluğu, standart açık dorse nakliyesine göre ek bir maliyet doğurur. Sevkiyat rotası üzerindeki fiziki zorlu yol koşulları, otoyol geçiş bedelleri ile ağır vasıta yakıt endeksleri gibi dinamik değişkenler, nihai ürün teslimat tutarına doğrudan tır nakliye bedeli olarak yansıtılmaktadır. Bu hayati nedenle, özellikle ülkenin uzak bölgelerine yapılacak yüksek hacimli ve narin yüzeyli çelik transferlerinde, lojistik ağının tamamen profesyonel bir bakış açısıyla optimize edilmesi ticari kayıpların önüne geçmektedir.
Piyasa Koşullarına Göre Fiyat Değişimi
Küresel çelik ekosisteminin merkezinde yaşanan jeopolitik gelişmeler ve bölgesel makroekonomik dalgalanmalar, HRP sac hammadde tedarik maliyetlerini sürekli olarak güncellenen dinamik bir yapıya büründürür. Yassı çeliğin temel hammaddesi olan demir cevheri ile uluslararası sıcak sac borsalarındaki anlık fiyat değişimleri, entegre tesislerin fırın maliyetlerini doğrudan etkileyerek piyasaya saatler içinde hızla yansır. Üstelik, uluslararası enerji arzı maliyetlerindeki ani hareketlilik ve yerel piyasalardaki serbest döviz kurlarının oynaklığı, şirketlerce referans alınan tahmini TL/KG bazlı fiyatlandırmaların periyodik olarak mecburen revize edilmesini zorunlu kılar. Yerel ve global pazarlarda oluşan arz ve talep dengesinin yoğun sanayi üretim sezonlarına veya uluslararası krizlere bağlı olarak dönemsel değişmesi, fiyat grafiklerinde daima ana yön belirleyici bir temel indikatör olarak işlev görmektedir. Sektörde aktif faaliyet gösteren satın alma profesyonellerinin tüm bu karmaşık ekonomik değişkenleri çok doğru okuyarak çelik tedarik süreçlerini zamanlaması, kurumsal risk yönetiminin ve küresel rekabet gücünün en temel bileşenidir.
| Ürün Tipi | Kalınlık | Ebat | Kalite / Kaplama | Tahmini Fiyat (TL/KG) |
|---|---|---|---|---|
| HRP Sac (Rulo/Plaka) | 2.0 mm – 3.0 mm | 1000×2000 mm | DD11 / Yağlı | ~33.70 – 35.00 TL/KG |
| HRP Sac (Rulo/Plaka) | 2.0 mm – 3.0 mm | 1250×2500 mm | DD12 / Yağlı | ~33.70 – 35.00 TL/KG |
| HRP Sac (Rulo/Plaka) | 2.5 mm – 4.0 mm | 1500×3000 mm | S315MC / Yağlı | ~37.50 – 40.50 TL/KG |
| HRP Sac (Rulo/Plaka) | 2.5 mm – 4.0 mm | Özel Lazer Kesim | S315MC / Yağlı | ~37.50 – 40.50 TL/KG |
HRP Sac Ebatları
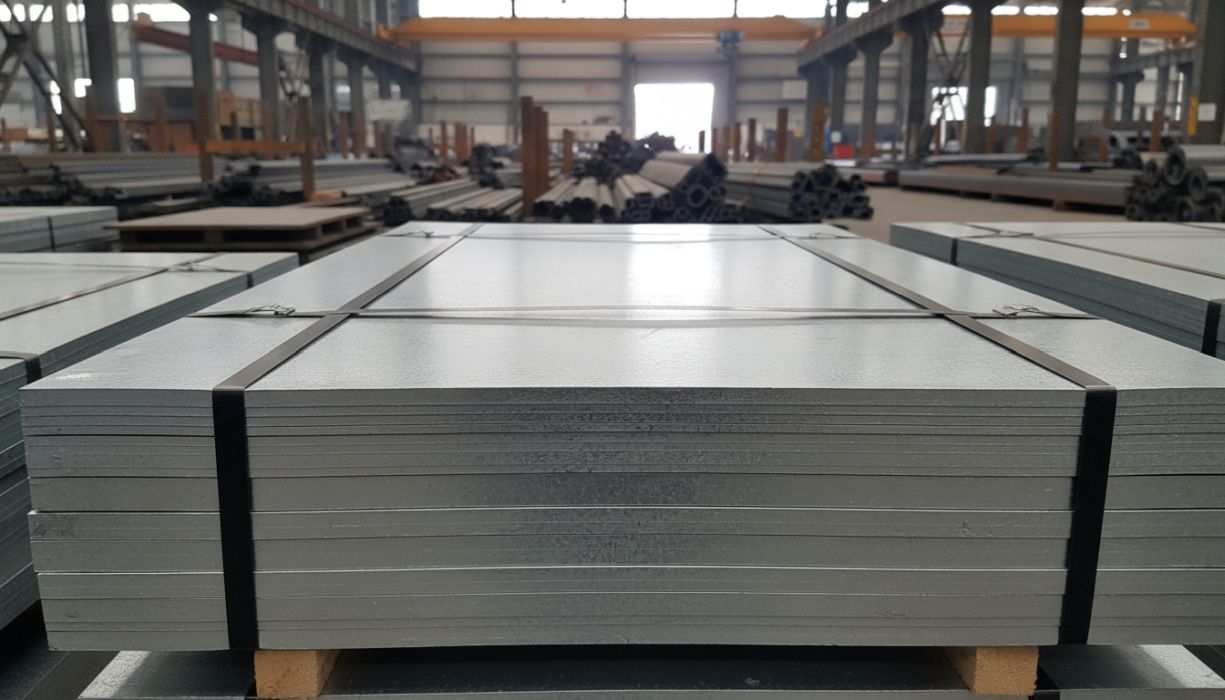
Standart Rulo ve Plaka Ebatları
Endüstriyel imalat projelerinde en yoğun talep gören HRP sac malzemeleri, stok yönetimini ve atölye işçiliğini kolaylaştırmak adına uluslararası kabul görmüş standart plaka ebatlarında üretilir. Ticari pazarda milimetre cinsinden ifade edilen bu standart ebatlar, genellikle 1000×2000 mm, 1250×2500 mm ve 1500×3000 mm gibi çok geniş bir sac işleme yelpazesi sunar. Bu modüler standart ebatların çelik servis merkezlerinde her an tedarik edilebilir stok seviyelerinde bolca bulunması, otomotiv ve makine imalat projelerinin malzeme bekleme sürelerini radikal bir biçimde kısaltır. Gelişmiş boy kesme ve dilme makinelerinde bu standart boyutlara uygun tasarlanmış otomasyon sistemleri, yüksek hassasiyetle binlerce plakayı aynı gün içerisinde sevkata hazır hale getirebilir. Klasik endüstriyel tasarımlarda standart ebatların sunduğu bu muazzam pratiklik, taşıyıcı kapasite ve fire hesaplamalarının proje başında net bir şekilde kurgulanmasına olanak tanır.
Özel Kesim Toleransları
Klasik endüstriyel tasarımların ötesine geçen özellikli mimari projelerde veya spesifik ağır iş makinesi şasilerinde, standart formların dışında kalan tamamen özel HRP sac ebatlamalarına ihtiyaç duyulması olağan bir mühendislik pratiğidir. Bilgisayar destekli CAD çizim programları üzerinden hazırlanan özel kesit ölçüleri, gelişmiş lazer tezgâhlarında milimetrik hassasiyetle ayarlanarak projeye birebir uyumlu hale getirilir. Bu tür terzi usulü özel ebatlandırma mühendisliği, saha montajı esnasında malzemelerin birbirine eksiksiz kenetlenmesini sağlayarak yapının sismik dayanımını üst seviyelere taşır. Özel ebatlandırma süreci başlangıçta haddehaneler için operasyonel bir ekstra maliyet unsuru gibi görünse de, sahada ortaya çıkabilecek personel zaman kayıplarını ve hurda firelerini sıfıra indirgeyerek kendini fazlasıyla amorti etmektedir. Üretim sürecinde gerçekleştirilen bu entegre kalibrasyon işlemleri, makine mühendislerinin sahadaki kaynak iş yükünü hafifleterek endüstriyel kalitenin sürdürülebilirliğini daima garanti altına alır.
CNC Lazer Kesim Ebatları
Endüstri 4.0 normlarıyla üretim yapan modern metal işleme merkezlerinde, HRP sac plakalarının şekillendirilmesi süreci 3D fiber lazer makineleriyle tamamen farklı bir teknolojik boyuta atlamıştır. Akıllı bilgisayar beyinleri tarafından yönetilen odaklanmış lazer foton ışınları, sacın yüzey geometrisini sensörlerle algılayarak mikrosaniye bazında otomatik odaklama yapar ve en karmaşık formları hatasızca çıkarır. Malzemenin yüzeyinin asitlenmiş (tufalsız) olması, lazer ışınının yansıma yapmadan maksimum optik güçle metale nüfuz etmesini sağlayarak cüruf veya termal çarpılma oluşmadan jilet keskinliğinde konturlar elde edilmesini garanti eder. Lazer kesimin sunduğu artı/eksi 0.1 milimetre mertebesindeki efsanevi konumlandırma hassasiyeti, birbiriyle eşleşecek parçaların şantiyede birbirine tam oturmasını sağlayarak mastar kullanımını ortadan kaldırır. Klasik plazma kesimine kıyasla yüzeyde hiçbir ısıl deformasyon bırakmayan bu teknoloji, imalatın montaj hızını tepe noktasına çıkartarak çelik sanayisine büyük bir operasyonel ivme kazandırır.
Dilme Hatlarında Şerit Ebatları
Geniş HRP sac rulolarının, profil veya boru imalatında kullanılmak üzere dar bantlar halinde kesildiği işlemler, modern dilme hatlarında olağanüstü bir hassasiyetle yürütülmektedir. Çok sayıda döner dairesel bıçağın (bıçak dizisinin) sac rulosunu aynı anda boylamasına kesmesiyle elde edilen bu şeritler, milimetrik toleranslarla tam istenilen genişliğe getirilir. Ruloların dilinmesi esnasında kenarlarda oluşan çapaklar anında temizlenerek, sonraki soğuk şekillendirme veya kaynak prosesleri için pürüzsüz ve güvenli bir kenar formu sağlanır. Dilinmiş bantların gerginliği ve sarım kalitesi, makinelerin bilgisayar destekli frenleme sistemleri sayesinde kontrol edilerek kangalların düzgün bir silindir halinde sarılması güvence altına alınır. Bu özel şerit ebatlamaları, özellikle otomotiv yan sanayi ve çelik kapı üreticileri için fireyi sıfıra indiren devasa bir hammadde optimizasyon yöntemidir.
HRP Sac Kalınlıkları
İnce Kesitli HRP Uygulamaları
Ağırlık tasarrufunun ve mimari esnekliğin ön planda tutulduğu hafif sanayi projelerinde, ince kesitli HRP sac kalınlıkları makine tasarımcıları tarafından sıklıkla tercih edilen prestijli bir gruptur. Özellikle 1.5 milimetre ile 3.0 milimetre bandında değişen bu ince et kalınlıklı saclar, otomotiv şasilerinde, beyaz eşya gövdelerinde ve raf sistemlerinde ideal bir taşıyıcı karkas işlevi görmektedir. Malzemenin cidar kalınlığının görece düşük olması, soğuk form verilebilirliğini muazzam artırdığı için pres işlemlerinin yırtılma veya potluk yaşanmadan harika kavislerle yapılabilmesine imkan tanır. Ayrıca yapısal ürüne binen toplam ölü yükü ciddi oranda azalttığı için, taşınabilir eşyaların ergonomisine ve nakliye ekonomisine çok büyük bir katkı sağlar. İnce kesitli olmalarına rağmen, sıcak haddeleme ve pekleşme etkisinin doğasından gelen mukavemet sayesinde bu saclar ezilmelere karşı şaşırtıcı bir direnç sunmaktadır.
Orta ve Ağır Sanayi Kalınlıkları
Endüstriyel imalat sanayisinin adeta taşıyıcı bel kemiği olarak nitelendirilebilecek orta ve ağır segment HRP sac ürünleri, 4.0 mm ile 10.0 mm arasındaki kalınlık değerleriyle çok geniş bir uygulama yelpazesine hitap eder. Bu etli kalınlık aralığı, hastane ekipmanlarından mağaza teşhir raflarına, ağır makine şasilerinden aydınlatma direklerine kadar son derece güvenilir bir mekanik taşıma kapasitesi sunar. Darbe sönümleme yeteneği ile yüzey temizliğinin mükemmel bir dengede buluştuğu bu saclar, ağır vasıta yan sanayisindeki koltuk iskeletlerinde de yapısal bir zorunluluk olarak kullanılmaktadır. Düşük karbonlu yapısına bağlı olarak gazaltı veya ark kaynağı dikişi tutma performansı yüksek olan bu malzemeler, sahada hızlı, çapaksız ve sağlam montaj yapılmasına harika bir fırsat tanır. Mekanik yorulma testlerinde gösterdikleri üstün süneklik performansı, orta segment kalınlıktaki HRP sacları ince işçilik isteyen ağır projelerde en rasyonel mühendislik seçimi haline getirmektedir.
Kalınlığın Akma Mukavemetine Etkisi
Yapısal mühendislik dinamiklerine göre, çelik sistemlerin statik ölü yüklere karşı gösterdiği reaksiyon, doğrudan malzemenin seçilen sac kalınlığına ve akma dayanımına bağlıdır. Taşıyıcı yük gibi öngörülebilir kuvvetler altında, plakanın kesit alanı (kalınlığı) ne kadar genişse, malzemede oluşacak bükülme momenti ve sehim oranı o kadar düşük seviyelerde gerçekleşir. İnce cidarlı saclar bu tarz ağır yüklemelerde bölgesel elastik stabilite kaybı yaşama riski taşırken, uygun kalınlıkta seçilmiş paneller sistemi sarsılmaz bir güvenlikle temele aktarır. Mühendislik hesaplamalarında atalet momentinin karesiyle orantılı olarak artan bu taşıma direnci, doğru kalınlık tercihinin makine ömrü için neden vazgeçilmez olduğunu açıkça kanıtlar. Gereğinden fazla et kalınlığı seçmek projeye lüzumsuz bir tonaj maliyeti getireceği için, optimum kalınlığın bilgisayar yazılımlarıyla hassasça bulunması kesit optimizasyonunun altın kuralıdır.
Büküm ve Şekillendirme Esnekliği
HRP sac malzemelerin çelik işleme atölyelerinde maruz kaldığı kıvrım ve büküm operasyonlarındaki başarı oranı, tamamen malzemenin et kalınlığı ile doğru orantılı bir şekillendirme davranışı sergiler. Kalınlığı 2.0 mm gibi ince olan saclar, özel abkant büküm makinelerinde çok dar radyuslarla kolayca şekillendirilerek tasarımlara harika organik kavisler kazandırır. Et kalınlığı arttıkça malzemenin büküm esnasında dış cidarında yırtılma yaşanmaması için, büküm kavisinin malzemenin kalınlığına uygun olarak standartlarda büyütülmesi şarttır. İnce cidarlı profiller yaylanma (springback) etkisini pres altında daha az hissettirirken, kalın sacların şekillendirilmesinde kalıp baskı kuvvetlerinin son derece titiz ayarlanması gerekmektedir. Kalınlık ve şekillendirme esnekliği arasındaki bu hassas denge, imalat bandından çıkacak nihai ürünün görsel bütünlüğünü doğrudan garanti eden metalurjik bir unsurdur.
HRP Sac Ölçüleri
TS EN Standartlarına Göre Ölçüler
Hassas çelik üretiminde uluslararası bağlayıcı bir nitelik taşıyan TS EN 10051 standartları, HRP sac ölçülerindeki kabul edilebilir minimum ve maksimum kalınlık tolerans değerlerini kesin çizgilerle ve mikron düzeyinde belirlemektedir. Sıcak haddeleme merdanelerindeki mekanik baskılar nedeniyle oluşabilecek kalınlık sapmaları veya genişlik farklılıkları, ancak bu normlar dahilinde resmi kalite kontrol altında tutulur. Plakanın doğrusallık eğriliği ve yüzeyin dalgalanma oranları gibi yapısal özellikleri, tolerans sınırlarını aştığında malzeme derhal ikinci kalite veya hurda bandına ayrılır. Endüstriyel otomasyon hatlarında robotik kolların sacı doğru tutabilmesi için, kullanılacak malzemenin bu sıkı TS EN tolerans belgelerine sahip ve mükemmel bir kalibrasyondan geçmiş olması zorunludur. Kaliteden asla taviz verilmeyen bu dar boyutsal toleranslar, yüksek riskli parçaların seri üretimdeki montaj uyum davranışlarını doğrudan güvence altına almaktadır.
Düzlemsellik ve Yüzey Hassasiyeti
Endüstriyel mobilya ve hassas makine üretiminde kullanılacak sacların kalite seviyesi, HRP levhaların plaka boyunca sahip olduğu doğrusallık ve yüzey düzlemselliği toleranslarıyla doğrudan ölçülür. Üretim sürecinde haddeleme merdanelerinden geçerken çelik yapısında oluşan artık gerilmeler, sacda istenmeyen mikroskobik bombeleşmelere veya eksenel çarpılmalara sebep olabilmektedir. TS EN standartlarında milimetre/metre oranında sıkıca denetlenen bu sapmaların yasal limitler içinde kalması, parçaların atölyede birbirine sıfır boşlukla kaynatılmasını sağlayan en büyük faktördür. Lazer kesim makinelerinde sacların kusursuzca delinebilmesi için tezgah eksenine tam oturması ve zerre kadar eğrilik barındırmaması operasyonel bir zorunluluktur. Kusursuz bir düzlemsellik, imal edilecek son ürünün estetik terazisini ve şıklığını doğrudan tayin eden statik bir temel kuraldır.
HRP Sac Kaliteleri
DD11, DD12, DD13 ve DD14 Kalite Serisi
Endüstriyel soğuk şekillendirme ve derin çekme imalatlarında hacimsel olarak en yaygın kullanılan temel normlardan biri tartışmasız DD serisi ticari HRP sac kaliteleridir. Bu global standartifikasyon serisi (DD11’den DD14’e kadar), malzemenin muazzam bir bükülebilirlik ve sıvanabilirlik özelliğine sahip olduğunu teknik olarak tüm çelik dünyasına açıkça deklare etmektedir. Özellikle kıvrımlı otomotiv şasi iskeletlerinde, beyaz eşya iç gövdelerinde ve basınca maruz kalan pres parçalarında bu kalite sınıfı optimum ve çok estetik bir mühendislik performansı sunar. Karbon eşdeğerinin görece oldukça düşük seviyelerde olması sayesinde, malzeme soğuk işlem görürken köşelerde yırtılma veya çatlama riskini tamamen ortadan kaldırarak akma dayanımını ideal seviyede tutar. Yüksek basınç gerektiren kazan sacları gibi ekstrem materyallere kıyasla, bu DD kalite sınıfları estetiğin, form yeteneğinin ve pürüzsüz yüzeyin arandığı projeler için tartışılmaz bir seçenektir.
S315MC ve S355MC Yüksek Dayanımlı Alaşımlar
Standart ticari kalitelerin taşıma ve formlama sınırlarının yetersiz kaldığı, aşırı yük binen kamyon şasileri veya ağır hizmet pres parçalarının yapılacağı özellikli projelerde, S315MC veya S355MC gibi termomekanik haddelenmiş yüksek dayanımlı alaşımlar devreye girer. Çeliğin kimyasal formülüne Niyobyum, Titanyum veya Vanadyum gibi mikro alaşım elementlerinin eklenmesiyle bu saclar, yüksek akma mukavemetiyle birlikte efsanevi bir sünekliğe (esnekliğe) kavuşurlar. Otomotiv yan sanayisindeki karmaşık güvenlik barları veya çok kıvrımlı vinç bomları üretilirken, bu yüksek mukavemetli kaliteler sac kalınlığını düşürerek araç ağırlığını azaltma (hafifletme) imkanı sunar ve ustaların işini olağanüstü kolaylaştırır. Yüzey kaliteleri tufalsız olduğu için elektrostatik boya veya kataforez işlemleri bu saclar üzerinde cam gibi bir kusursuzluk yaratır. Üretim maliyetleri standart serilere göre bir miktar daha yüksek olsa da, sıfır fire ve sarsılmaz mekanik mukavemet aranan imalatlarda bu kaliteler her zaman yatırımın karşılığını fazlasıyla verir.
Kimyasal Kompozisyonun Etkisi
Endüstriyel metalurjide bir HRP sac malzemenin bükülebilirliğini, korozyon direncini ve en önemlisi kaynakla diğer metallere birleştirilebilme performansını belirleyen yegane faktör, üretimindeki karbon ve alaşım elementlerinin oranıdır. DD serisi kalitelerde karbon miktarının kasıtlı olarak çok düşük bir sınırda tutulması, elektrik arkı veya TIG/MIG kaynakları esnasında dikiş bölgesinde sertleşme ve mikro çatlaklar (martenzit yapılar) oluşma riskini sıfıra indirger. Bu sayede sacların kaynak dikişleri soğuduktan sonra spiral ile kolayca zımparalanıp yüzeyle tamamen bütün (gizli) bir hale getirilerek estetik bütünlük kusursuzca sağlanır. Yüksek karbonlu standart sıcak saclarda görülen kaynak cürufu veya dikiş patlaması gibi sorunlar, asitlenmiş temiz sacların bu saf kimyasal kompozisyonu sayesinde atölyelerde asla yaşanmayan sorunlar halini almıştır. Müteahhitlerin veya makine tasarımcılarının malzemenin laboratuvar sonuçlarındaki bu karbon oranına odaklanması, imalat sırasındaki acı kaynak tecrübelerinin en baştan önüne geçmek anlamına gelir.
Laboratuvar Testleri ve Sertifikasyon
Yapısal tasarım ofislerinde HRP sac ürünlerinin emniyet limitlerini resmi olarak kanıtlamak için, laboratuvarlarda uygulanan akma ve çekme dayanımı (tensile) testleri vazgeçilmez bir metalurjik veri kaynağıdır. Numune sac parçasının hidrolik çeneler arasına sıkıştırılarak yavaş yavaş eksenel yönde uzatılması prensibine dayanan bu testte, malzemenin kalıcı deformasyona uğramaya başladığı akma noktası (yield strength) hassas sensörlerle ölçümlenerek raporlanır. DD ve S serisi kalitelerde akma dayanımı genellikle projeye uygun esnek bir değer sergileyerek malzemenin kopmadan önce atölyede ne kadar bükülebileceğini bilimsel olarak ispatlar. Yapılan analizlerde, malzemenin kaynak dikiş bölgesinin çekme kuvveti altındaki reaksiyon grafiği titizlikle değerlendirilerek MTC (Mill Test Certificate) kalite sertifikalarına ıslak imza ile işlenir. Mühendisler, projenin montaj esnasında maruz kalacağı rüzgar veya büküm gerilimlerini bu test sonuçlarındaki esneklik marjlarına göre değerlendirerek sahada üretim fireleri vermemeyi kesin olarak garanti altına alırlar.
HRP Sac Karşılaştırmaları
Siyah Sac (Sıcak Haddelenmiş) ile Kıyaslama
Endüstriyel imalat piyasasında genellikle aynı ebatlarda üretilen ancak yüzey morfolojileri itibarıyla birbirinden tamamen ayrılan standart sıcak haddelenmiş siyah saclar ile HRP (asitlenmiş) saclar, farklı mühendislik taleplerini karşılamak üzere tercih edilir. Siyah saclar, üretimleri sonrası yüzeylerinde haddelemeden kalan koyu renkli bir oksit (tufal) tabakası barındırırlar ve genellikle estetiğin önemli olmadığı kaba inşaat konstrüksiyonlarında ekonomik bir taşıyıcı olarak kullanılırlar. Buna karşın HRP saclar, asitleme işlemi sayesinde tamamen pürüzsüz, tufalsız, açık gri bir yüzeye sahip olup, lazer kesim makinelerinde optik merceğe zarar vermeden çok daha hızlı ve temiz kesilebilirler. Şekillendirme ve boya tutunması açısından HRP saclar yüzey pürüzsüzlüğü nedeniyle kusursuz bir boya zemini sunarken, siyah sacların boyanmadan önce mutlaka maliyetli kumlama işlemlerinden geçmesi gerekir. Özetle siyah sac kaba inşaatın ve temel taşıyıcılığın simgesi iken, HRP sac ince işçiliğin, estetik kaplamaların ve lüks makine imalatının vazgeçilmez prestijli ürünüdür.
DKP Sac (Soğuk Haddelenmiş) ile Farklar
Metalurjik yapı itibarıyla her ikisi de pürüzsüz yüzeyli olan HRP sac (sıcak haddelenmiş asitlenmiş) ile DKP sac (soğuk haddelenmiş) kıyaslandığında, malzemenin kalınlık sınırları ve büküm yetenekleri belirgin biçimde farklılaşmaktadır. DKP saclar genellikle 0.30 mm ile 2.0 mm arasındaki çok ince kalınlıklarda üretilir ve beyaz eşya gibi son derece hassas derin çekme gerektiren ürünlerde kullanılırken, HRP saclar genellikle 1.5 mm’den başlayarak 15 mm’ye kadar kalınlıklarda üretilen daha etli malzemelerdir. HRP sac, sıcak haddelemenin getirdiği tok yapı sayesinde otomotiv şasisi gibi mukavemet gerektiren ağır işlerde tercih edilirken, DKP sac daha narin ve lüks tasarımlarda kendine yer bulur. Ayrıca HRP sacın üretim maliyeti, soğuk haddeleme prosesine giren DKP saca göre daha uygun olduğundan, 2.0 mm ve üzeri kalınlıklarda sanayiciler genellikle DKP yerine HRP sacı tercih ederek büyük bir bütçe tasarrufu sağlarlar. İmalat hızının ve son görsel kalitenin ön planda olduğu ağır parça projelerinde, HRP sac DKP muadillerine kıyasla üreticiye inanılmaz bir mukavemet konforu sunmaktadır.
| Sac ve Malzeme Karşılaştırma Tablosu | |||
|---|---|---|---|
| Kalite Tipi | Kaplama Formatı | Dayanım Özelliği | Kullanım Alanı |
| DD11 (HRP Sac) | Yağlı Çıplak Yüzey (Tufalsız) | Yüksek Büküm Esnekliği ve Süneklik | Otomotiv Şasileri, Makine Gövdeleri, Raflar |
| S235JR (Siyah Sac) | Siyah Tufallı Ham Çelik | Standart Taşıma Mukavemeti (235 MPa) | Kaba Konstrüksiyon, İskele, Basit Şasiler |
| DC01 (DKP Sac) | Soğuk Haddelenmiş Çıplak Yüzey | Aşırı Derin Çekme ve Pürüzsüzlük | Beyaz Eşya, Lüks Mobilya, Pano İmalatı |
| S355MC (HRP Alaşım) | Asitlenmiş Özel Alaşım | Ultra Yüksek Akma Dayanımı | Ağır Vasıta Parçaları, Vinç Bomları |
2 mm HRP Sac Kalınlık Performansı
Hafif Çelik Şasi Uygulamaları
Modern mimarinin estetik makine çözümlerinde ve lüks otomotiv tasarımlarında 2 mm et kalınlığına sahip HRP sac varyasyonları, yapısal zarafet ile fonksiyonel dayanımı mükemmel bir tasarıma dönüştürür. Bu spesifik ince kalınlık, taşıyıcı iskelete lüzumsuz bir kaba çelik ağırlığı eklemeden araç şasilerini, ağır yük raflarını ve makine kaportalarını form kaybı yaşamadan taşıyacak çok ideal bir mühendislik kesiti sunar. Tufalından arındırılmış olarak üretilen bu plakalar, lazer tezgahlarında işlenirken kesim kafasının optiklerine zarar vermeden pürüzsüzce kesilerek sürtünme veya cüruf sorunlarını tamamen sıfırlar. İnce et kalınlığının sunduğu olağanüstü hafiflik, montaj atölyelerinde ustaların parçaları abkant preslerde kolayca büküp ebatlamasına olanak tanıyarak günlük imalat hızını tepeye çıkarır. Fiyat, pürüzsüz estetik ve kolay işlenebilirlik üçgeninin tam merkezinde yer alan bu 2 mm saclar, günümüz sanayi üretim projelerinin tartışılmaz yegane yapı taşıdır.
Otomotiv Yan Sanayisinde Kullanımı
Görsel pazarlamanın ve yapısal güvenliğin en önemli unsurlarından olan otomotiv yan sanayisindeki koltuk iskeletleri ve kapı içi destek barlarının tasarımları, tamamen 2 mm HRP sac malzemesinin kusursuz yüzey avantajıyla şekil bulmaktadır. Hidrolik CNC büküm tezgahlarında çok dar kavislerde bile dış cidarında yırtılma veya kırışma yapmayan bu profil kalınlığı, tasarımcıların hayal ettiği en organik formların bile pürüzsüzce gerçeğe dönüşmesini sağlar. Profilin üzerine uygulanan elektrostatik toz boya veya kataforez kaplamalar fırınlandıktan sonra, malzemenin tufalsız yüzeyine o kadar homojen yayılır ki, nihai ürün sanki yekpare bir döküm veya plastik malzemeden çıkmış gibi elit bir korozyon direncine ulaşır. Düşük ağırlığı sayesinde araçların genel yakıt verimliliğini artıran bu saclar, lojistik operasyonlarında otomobil üreticilerine ciddi bütçe tasarrufları sağlar. Gelişen otomotiv sektörü ile birlikte bu güçlü ve pürüzsüz saclar, artık bir kaba demir parçası olmaktan çıkıp araçların güvenlik kafesini oluşturan teknolojik birer zırha dönüşmüştür.
3 mm HRP Sac Mukavemeti
Makine İmalatındaki Taşıyıcı Rolü
Endüstriyel takım tezgahlarının ve ağır hareketli makinelerin üretildiği yüksek standartlı makine yan sanayisinde, kütlesel hafiflik ile titreşim güvenliği arasındaki kritik dengeyi sağlamak için 3 mm et kalınlığına sahip HRP saclar çok yoğun olarak kullanılır. Lazer kesim makinelerinin şasilerinde, konveyör bant sistemlerinde ve endüstriyel fan gövdelerinde kullanılan bu kalınlık, çalışma anında oluşan kinetik titreşimi kırılarak değil sönümleyerek makineyi koruyan başarılı bir statik görev üstlenir. 3 mm kalınlığın getirdiği ekstra cidar direnci, robotik kaynak hatlarında atılan gazaltı (MIG) kaynaklarının malzemeyi delmesini engelleyerek kusursuz tam penetrasyonlu dikişler elde edilmesini sağlar. Titreşimli fabrika koşullarında malzemenin yorulma ömrü mükemmel seviyelerde kalarak makine şasisinde rezonans veya kaynak kopma sorunlarına kesinlikle yol açmaz. Otomasyon sektörünün talep ettiği dar boyutsal toleranslar, bu aside daldırılmış temiz malzemelerin üretim genetiğiyle tamamen birebir örtüşmektedir.
Basınçlı Kap ve Tank Üretimi
Açık alanlardaki sıvı depolama tanklarının, modern endüstriyel boylerlerin ve kompresör hava tanklarının tasarımında, iç basınç direncini kırarak ayakta kalan 3 mm HRP sac kesitleri ideal bir sızdırmaz karkastır. Sacın bükülerek silindir haline getirilmesi sırasında gösterdiği yüksek süneklik, bu 3 mm’lik çelik cidar ile birleştiğinde, kaynak dikişlerinde mikro çatlaklar oluşmasına fiziksel olarak engel olur. Laboratuvarlarda yapılan çekme ve basma yorulma analizleri, bu kalınlıktaki sacların aşırı tonajlarla zorlanmadığı müddetçe yüz binlerce basınç döngüsünü formunu bozmadan atlatabildiğini net şekilde kanıtlamıştır. Yüksek mukavemeti sayesinde üzerine bağlanan sızdırmazlık flanşlarını veya boru manşonlarını rijit bir şekilde tutarak çalışan sistemin zamanla gevşemesini engeller. Bütçeyi aşırı yormayan ancak sızdırmazlık ve basınç güvenliğini fazlasıyla karşılayan bu 3 mm kalınlık, tank imalat mühendisliğinin en güvenli çelik sınırıdır.
4 mm HRP Sac Taşıma Kapasitesi
Yapısal Çelik Konstrüksiyonlarda Kullanım
Ağır yük trafiğinin bulunduğu lojistik depoların asma katlarında veya ağır gemi inşaat platformlarında, ince sacların statik olarak sehim yapma riski taşıdığı durumlarda 4 mm yapısal HRP saclar kesilerek bükülmektedir. Standartların çok üzerinde bir akma sınırına sahip olan bu et kalınlığı, yüzeyin pürüzsüzlüğü sayesinde epoksi boyaların harika tutunmasını sağlayarak efsanevi bir aşınma direncine ulaşır. Bu muazzam mekanik güç, tasarımcı mühendislere malzemenin taşıyıcı kiriş aralıklarını daha da genişleterek binanın toplam çelik karkas tonajından devasa bir maddi tasarruf sağlama fırsatı sunar. Şiddetli darbe yüklerine veya ağır tonajlı paletli iş makinelerinin ezici ağırlığına karşı asla kalıcı bükülme yaşamayan bu kalın sac, binanın altındaki konstrüksiyonu adeta sarsılmaz bir çelik zırh gibi korur. Malzemenin kesilmesi ve delinmesi atölyelerde daha yüksek tonajlı CNC lazer makine güçleri gerektirse de, sunduğu bu sismik güven ve iş kazası koruma direnci, ağır sanayinin ondan vazgeçmemesinin en önemli sebebidir.
Titreşim ve Yorulma Analizi
Sanayi tesislerinin dikey hacim kullanımını artırmak amacıyla kurulan geniş açıklıklı ağır çelik asma ara kat (mezanin) platformlarında, 4 mm et kalınlığındaki rijit HRP sac plakaları zemin döşemesi olarak görev alır. Bu artırılmış spesifik kalınlık, platformun üzerinde duracak tonlarca ağırlığındaki rafların ve hareket halindeki forkliftlerin yarattığı o yüksek mekanik titreşimi (vibrasyonu), sistemde kalıcı hiçbir deformasyon (çökme) olmaksızın sönümleyebilme kapasitesine sahiptir. Klasik esnek ahşap veya ince sac döşemelerin zamanla kırılarak esnemesi gibi kronik endüstriyel tehlikeleri tamamen ortadan kaldıran bu çelik levhalar, işletmeye uzun ömürlü ve çok daha sarsılmaz bir zemin kazandırır. Lazerle delinerek ana taşıyıcı karkas çeliklerine cıvatalarla modüler olarak sabitlenen bu temiz yüzeyli zemin sacları, titreşimi yutarak alt kata gürültü gitmesini de önemli ölçüde engeller. Titreşim analizi yapan statik ofisler, 4 mm kalınlığın getirdiği bu rezonans kesici özelliği sayesinde fabrika içi ergonomiyi en üst düzeye çıkarırlar.
HRP Sac Muadil Kalite Karşılaştırması
Yerli ve İthal Üretim Standartları
Türkiye’nin yüksek teknolojiye sahip dünya standartlarındaki yassı sac haddehanelerinde yerli demir kütükler kullanılarak üretilen HRP sac ürünleri ile, ucuzluğu sebebiyle tercih edilen bazı ithal muadilleri arasındaki kalite farkları projelerin lazer kesim kalitesini doğrudan belirler. Türk sac üreticileri TS EN standartlarına yüzde yüz uyumlu DD serisi kaliteler ürettikleri için, bu yerli saclardan kesilen parçaların yüzey asitleme kalitesi ve formlanabilirlik değerleri daima Avrupa kalite sertifikalarının güvencesi altındadır. Ancak merdiven altı ucuz ithal rulolarda, malzemenin asitlenmesi yetersiz yapıldığından yüzeyde kalan mikro tufal lekeleri ve kimyasal yapısında karbon dengesizlikleri sıklıkla saptanarak CNC lazerlerde büyük fire riski yaratmaktadır. Ayrıca yerli üretimde fabrikaların sağladığı anında satış sonrası teknik destek, hızlı tır tedariki ve projelere özel şerit dilme esnekliği, satın alma mühendislerine ithal rakiplerine kıyasla çok daha güvenli bir operasyon sunar. Son tüketiciye ulaşacak olan ve dış görünümü kusursuz boyanması gereken lüks makine şasilerinde kesinlikle yerli, izlenebilir ve MTC sertifikalı hammaddelerin kullanılması taviz verilmez bir imalat prensibidir.
Alaşım Safsızlıklarının Üretim Firelerine Etkisi
Endüstriyel çelik ürünlerin seri üretim bandında işlenmesi sırasında karşılaşılan gizli yırtılmaların, kaynak patlamalarının veya abkant büküm deformasyonlarının temel sebebi, HRP sacın alaşımında bulunan ve standart dışı bırakılan kükürt veya fosfor gibi empüritelerin (safsızlıkların) varlığıdır. Formülüne hurdadan karışan bu zararlı kimyasal elementler barındıran muadili saclar, büküm makinesinin baskısı esnasında aniden dış cidarından gevrek bir kırılmayla yırtılarak atölyeye çok devasa bir üretim firesine ve zaman kaybına yol açar. Bu mikro safsızlıklar, sacın şekil alma yeteneğini (plastik deformasyon kabiliyetini) sıfırlayarak, malzemenin üzerine atılan gazaltı kaynağının dikiş içinde gaz kabarcıkları (porozite) oluşturarak kusurlu hale gelmesine de zemin hazırlar. DD kalitesindeki bir HRP sactan beklenen en önemli özellik, asit banyosunda arınmış yüzeyiyle birlikte bu tür empüritelerden arındırılmış kusursuz bir metalurjik doku sunmasıdır. Dolayısıyla hassas talaşlı imalat alımlarında sadece malzemenin fiyat etiketine değil, mutlak surette laboratuvar belgelerindeki bu zararlı safsızlıkların standartların ne kadar altında olduğuna bakmak teknik bir zorunluluktur.
HRP Sac Teknik Varyasyonları
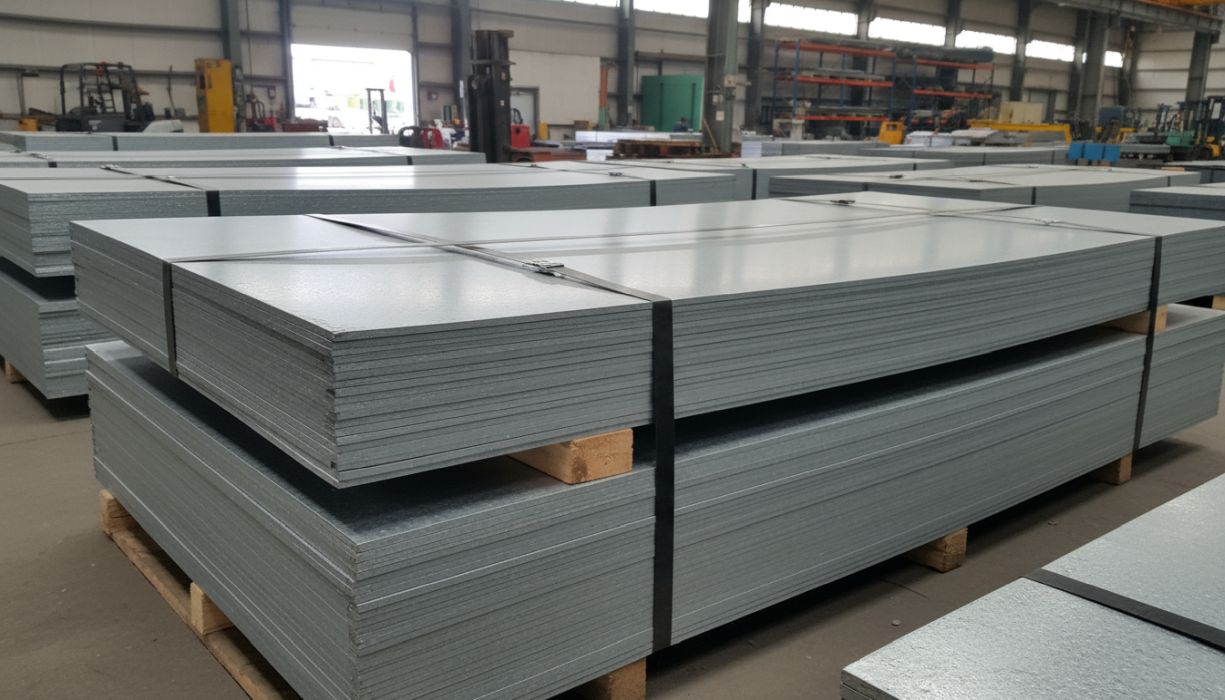
Asitleme ve Yağlama (Pickling and Oiling) İşlemi
Sıcak haddelenmiş siyah sacın üretim fırınlarından çıkmasının ardından yüzeyinde oluşan o kalın ve sert karbon oksit (tufal) tabakasının, sülfürik veya hidroklorik asit banyolarından geçirilerek tamamen temizlenmesi işlemine asitleme (pickling) adı verilir. Bu yoğun kimyasal banyo, sacın yüzeyindeki tüm pürüzleri ve kara lekeyi söküp atarak ortaya tamamen açık gri, çıplak ve pürüzsüz bir çelik yüzeyi çıkarır. Asitten çıkan sac, havadaki oksijenle temas edip hemen paslanmasın diye anında mikron inceliğinde özel bir koruyucu yağ tabakasıyla kaplanarak (oiling) rulo halinde sarılır. Lazer kesim operatörleri için bu yağlı ve asitlenmiş temiz yüzey, lazer ışınının tufala çarpıp sapmasını engelleyerek kesim hızını muazzam derecede artıran ve optik lenslerin ömrünü uzatan bir numaralı üretim varyasyonudur. Sanayide “HRP” (Hot Rolled Pickled) adını tam olarak bu hayati ve zorunlu kimyasal yüzey temizleme sürecinden almaktadır.
Kenar Kesme ve Çapak Alma Süreçleri
Sıcak haddeleme sonrasında rulo sacın her iki kenarında oluşan dalgalı, çatlaklı veya düzensiz formların, dilme veya kenar kesme (trimming) hatlarında giyotin bıçaklarla milimetrik olarak traşlanarak pürüzsüzleştirilmesi işlemi HRP saclar için kritik bir standarttır. Müşterinin talebine göre saclar “Kenarı Kesilmiş” (Trimmed Edge) veya “Kenarı Kesilmemiş” (Mill Edge) olarak sipariş edilebilir; ancak CNC büküm yapılacak hassas işlerde kenarın mutlaka traşlanmış olması lazerin referans alması açısından elzemdir. Kenar kesme işlemi, malzemenin köşelerinden başlayabilecek mikro çatlakların (yırtılmaların) kalbini söküp atarak pres altındaki şekillendirme performansını inanılmaz derecede artırır. Ayrıca kesilmiş kenarlar şantiyede ve atölyede çalışan işçilerin ellerini kesmesini engelleyerek iş güvenliği standartlarını (OHSAS) en üst seviyeye taşır. Özel sipariş olarak talep edilen bu çapak alma vizyonu, HRP sacları makine imalatçıları için pürüzsüz ve sıfır fireli bir mekanik komponente dönüştürür.
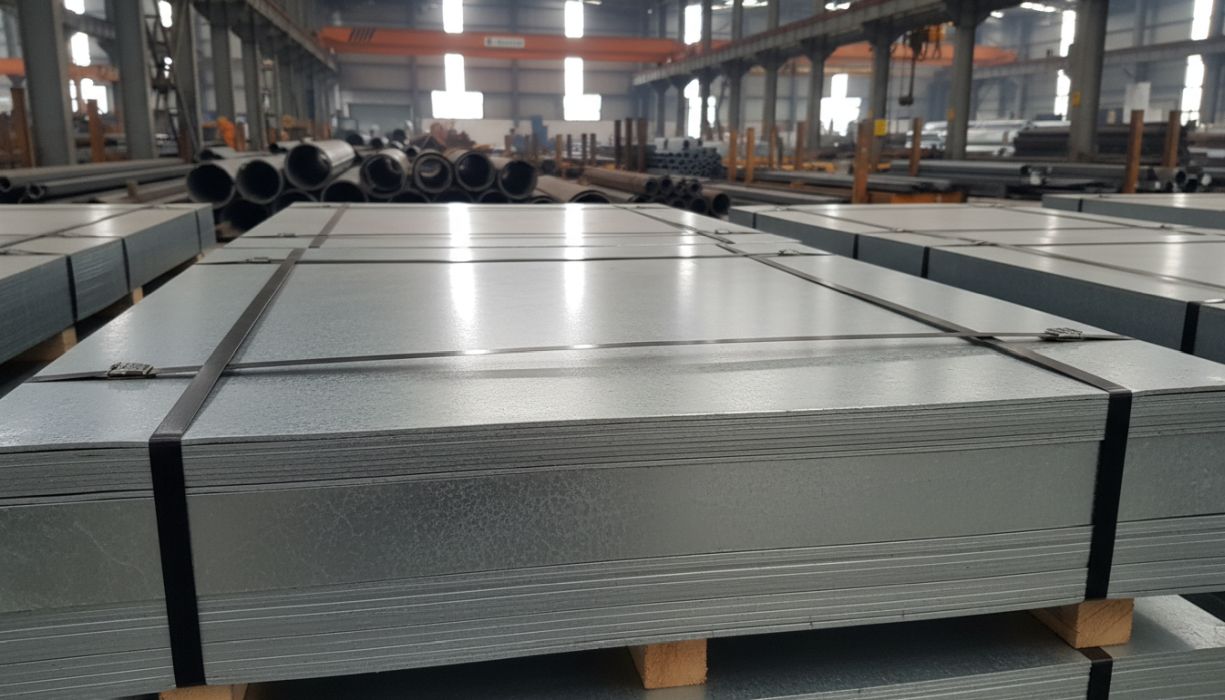
HRP Sac Üretim Aşamaları
Sıcak Haddeleme ve Isıl İşlemler
Küresel çelik endüstrisinin devasa HRP sac üretim omurgasını oluşturan, çelik kütüklerin devasa fırınlarda yaklaşık 1200°C derecelere kadar ısıtılarak yumuşak bir hamur (plastik formda) gibi şekillendirildiği ilk ağır sanayi aşaması Sıcak Haddeleme (Hot Rolling) prosesidir. Fırından çıkan o kızgın, kıpkırmızı devasa çelik kütükler (slaplar), birbirini takip eden ve üzerlerine binlerce tonluk hidrolik baskı uygulayan düzleştirici çelik merdane istasyonlarından büyük bir hızla geçirilerek adım adım istenilen milimetrik et kalınlığına sahip yassı saclara dönüştürülür. Bu yüksek sıcaklıktaki plastik ezilme işlemi, çeliğin içyapısındaki kristalografik stresi neredeyse sıfırladığı için, üretilen bu sacın çekme veya büküm işlemlerinde çok daha homojen ve sünek bir mekanik davranış sergilemesini sağlar. Üretim bandının sonunda su jetleri ile kontrollü olarak soğutulan bu saclar, hedeflenen mikroyapı ve mukavemet değerlerine ulaşarak sarım ünitelerinde devasa rulolar halini alırlar.
Tufal Giderme (Asit Banyosu) Mekanizması
Sıcak haddelemeden çıkan sacın soğuması sırasında yüzeyinde oluşan demir oksit (FeO, Fe2O3, Fe3O4) tabakası olan tufalın, ileri teknoloji asit tanklarında çözündürülerek metali çıplak bırakan kimyasal reaksiyon mekanizması HRP sürecinin kalbidir. Sürekli asitleme hatlarında rulo açılarak, sıcak ve yüksek konsantrasyonlu hidroklorik asit (HCl) dolu uzun havuzlardan belirli bir hızda geçirilir; asit tufalı eritirken ana çelik metale zarar vermesini engelleyen özel inhibitörler kullanılır. Asitten çıkan sac, yüzeyindeki kimyasal asit kalıntılarından arınmak için yüksek basınçlı sıcak su fırçalarından geçirilerek tamamen nötralize edilir ve kurutulur. Yüzeydeki bu kimyasal arınma işlemi, sacın sonradan kaynaklanması, boyanması veya lazerle kesilmesi aşamalarında sanayiciye inanılmaz bir hız ve kalite güvencesi sunarak malzemenin katma değerini artırır. İşlem sonunda uygulanan ince elektrostatik yağlama, bu saf çelik yüzeyinin depolarda beklerken havadaki nemle paslanmasını kesin olarak engelleyen yegane mühürdür.
HRP Sac Yüzey İşlemleri ve Kaplama
Elektrostatik Toz Boya Uyumu
Metal ev eşyaları, makine muhafaza panelleri ve aydınlatma armatürleri gibi göz önünde kullanılan HRP sacların son kullanıcıya sunulmadan önceki en önemli estetik zırhı, üzerine uygulanan elektrostatik toz boya (powder coating) prosesidir. HRP sacın üretim genetiğinden gelen o tufalsız ve temiz asitlenmiş yüzey dokusu, yıkama ve demir fosfatlama işlemlerinden geçtikten sonra pozitif yüklü toz boya taneciklerini yüzeyine mıknatıs gibi inanılmaz bir homojenlikle tutundurur. 200 derecelik kürlenme fırınlarında eriyip polimerleşen bu toz boya, malzemenin o temiz yüzeyi sayesinde hiçbir portakallanma, akıntı veya iğne deliği yaratmadan yekpare harika ve sert bir film tabakası oluşturur. Tufallı siyah saclara boya atıldığında alttaki oksit tabakası zamanla boyayı kabartıp dökerken, HRP saclar boyayı adeta araba kaportası gibi pürüzsüz yansıtarak kurumsal kalite algısını zirveye çıkarır. İstenilen her RAL renk kodunda mat veya ultra parlak olarak kaplanabilen bu saclar, modern dekorasyon mimarisinin en çizilmez, çevreci ve estetik temel bileşenidir.
Galvaniz ve Emaye Kaplama Öncesi Hazırlık
Lüks tasarım mutfak aletleri, banyo termosifonları veya agresif ortamlarda çalışacak makine şasilerinde paslanmazlık ve ısı direncini elde etmek için HRP sacların girdiği en zorlu kimyasal süreç, galvaniz veya emaye kaplama havuzlarıdır. Emaye fırınları ve çinko havuzları, malzemenin alt yüzeyindeki mikroskobik yağları, tufal kalıntılarını veya karbon boşluklarını asla affetmeyerek kaplama sonrasında bu hataları baloncuk olarak dışarı yansıtan çok acımasız bir reaksiyon sürecidir. Ancak asitleme işleminden kusursuzca çıkmış ve koruyucu yağı alkali banyolarda temizlenmiş bir HRP sac, sıcak daldırma galvaniz veya emaye fritini yüzeyine sıfır hatayla tutundurarak adeta ömürlük bir zırha dönüşür. Eğer kaplanacak sac HRP yerine sıcak haddelenmiş siyah bir sac olsaydı, o pürüzlü ve tufallı yüzey kaplamayı asla tutmayacak ve haftalar içinde ince seramik veya çinko katman kabuk kabuk dökülerek nihai ürünü çöpe çevirecekti. Yüzeyin bu denli fabrikasyon temiz olması, imalatçı atölyelere kumlama (sandblasting) maliyetlerini tamamen sıfırlayarak inanılmaz bir ticari kârlılık yaratır.
HRP Sac Ağırlık Hesaplamaları
Metrekare Başına Teorik Kütle Formülü
Modern iç mimari dekorasyon atölyelerinde veya ağır makine imalat ofislerinde, konstrüksiyonun taşıyacağı toplam çelik ağırlığının hesaplanabilmesi için, projede yer alan tüm HRP sac ebatlarının metrekare başına düşen teorik kütle analizlerinin formüllerle kusursuz yapılması gerekir. Uluslararası mekanik normlarda karbon çeliğinin yoğunluk sabiti evrensel olarak 7.85 g/cm³ olarak alınır ve sacın en, boy ölçüleri ile et kalınlığı bilgisayar (CAD) programlarında çarpılarak plakanın net ağırlığı hızla bulunur. Elde edilen bu teorik kilogram verileri, statik analiz programlarına veya nakliye simülasyonlarına aktarılarak, üretilecek olan lazer kesim makinesinin veya gemi bölmesinin toplam zati ağırlığının net şekilde deşifre edilmesini ve vinçlerin güvenle boyutlandırılmasını sağlar. Sac et kalınlığı onda bir milimetre dahi artsa seri üretimde yüzlerce adetlik partilerde sisteme tonlarca ekstra navlun yükü bineceği için, makine mühendisi sistemin mukavemetini bozmayacak en ince et kalınlığını seçerek çelik fatura maliyetlerini muazzam dengeler. Yapılan bu hatasız kütle analizleri, nakliye firmalarının tır dorselerine yasal tonaj limitlerini ihlal etmeden kaç plaka sac yüklenebileceğinin lojistik olarak kusursuzca planlanmasını sağlar.
Kantar Toleransları ve Kesim Fire Payları
Mühendislik proje ofislerinde matematiksel standart formüllerle hesaplanan o kesin teorik HRP sac ağırlıkları ile, çelik servis merkezinin tırı sevkata çıkartırken kestiği resmi elektronik kantar fişleri arasında birtakım küçük tonaj sapmalarının oluşması çelik ticaretinin yasal olarak kabul ettiği bir durumdur. Bu beklenen ağırlık oynamalarının ana müsebbibi, sıcak haddeleme imalat standartlarının sacın et kalınlığına tanıdığı eksi ve artı yöndeki yasal kalınlık esneme (üretim tolerans) paylarıdır. Ayrıca atölyeye standart boylarda inen sac plakalar CNC lazer veya plazma ile şekillendirildiğinde, kesim aralarında (nesting boşluklarında) kalan ufak sac parçaları projede geri döndürülemez bir hurda fire ağırlığı yaratmaktadır. Satın alma uzmanlarının malzeme metrajı çıkarırken sadece net proje ürün ölçüsünü değil, mutlaka bu fabrika kantar toleranslarını ve minimum yüzde on bandındaki atölye kesim fire paylarını sipariş bütçesine eklemeleri üretimin yarım kalmaması için şarttır. Çelik sektöründeki dürüstlük ilkesi gereği toptan faturalandırmalar, teorik katalog değerlerine göre değil, daima kalibrasyonlu yasal elektronik kantarlardan alınan nihai fiziki tartım ağırlıkları üzerinden gerçekleştirilir.
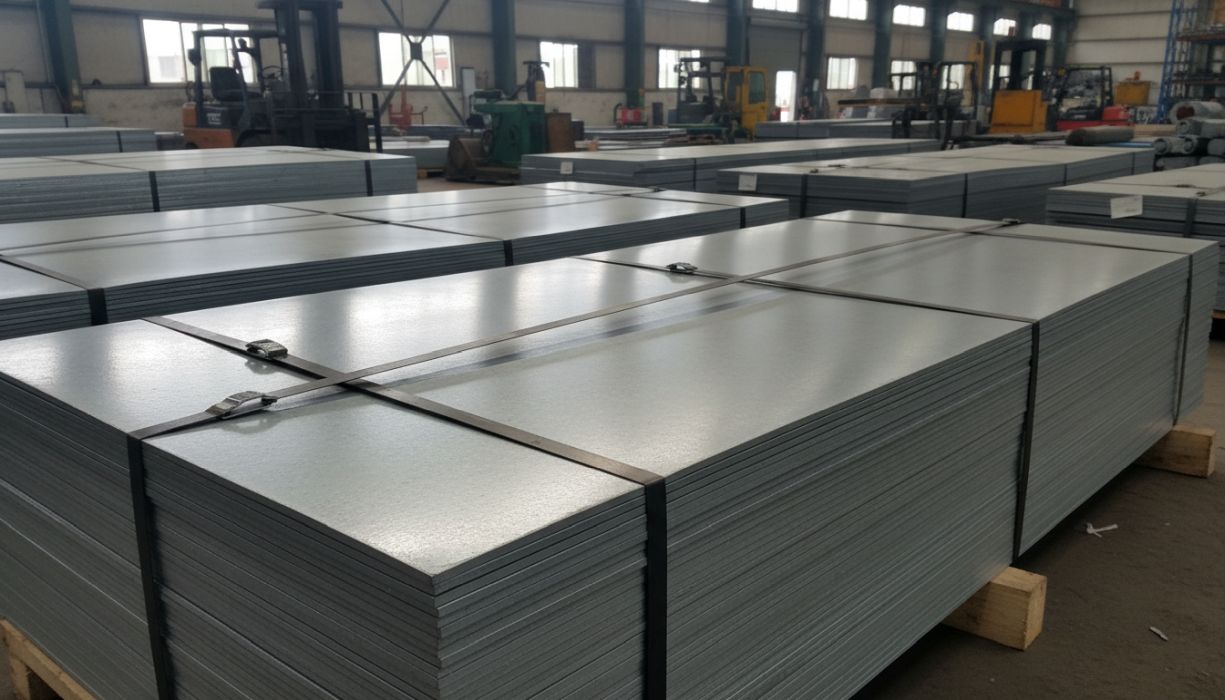
Türkiye Geneli Sevkiyat Bölgemiz
Optimize Edilmiş Ulusal Lojistik Ağımız
Otomotiv, makine imalatı ve hassas çelik konstrüksiyon piyasasının kalbinde yer alan o yüzeyi aside daldırılmış ve paslanmaya karşı hassas HRP sac paketlerinin atölyelere sarsıntısız, güvenli ve kuru sevk edilmesi, özenli bir operasyon gerektiren stratejik süreçtir. Geliştirdiğimiz ulusal lojistik nakliye ağımızla, çelik servis merkezlerinden çıkan yağlı özel ambalajlı ürünler, hava süspansiyonlu kapalı kasa tam donanımlı tır filolarımızla Türkiye’nin dört bir köşesine hava şartlarından (yağmurdan) etkilenmeden ulaştırılmaktadır. Yükleme esnasında o pürüzsüz çelik yüzeylerin zincirlerle veya çelik sapanlarla çizilmemesi ve ezilmemesi için, dorselere tavan vinciyle yükleme yapılırken mutlaka endüstriyel poliüretan bez sapanlar kullanılır ve paketler ahşap takozlarla sabitlenir. Uydudan 7/24 izlenebilen dijital filo yönetim yazılımlarımız, aracın o anki seyir hızından atölye tahliye noktasına varış süresine kadar her veriyi şeffafça işleyerek müşteri koordinasyonunu mükemmel sağlar. Termin sürelerine olan bu tavizsiz bağlılığımız, üretici firmaların atölyede bekleyen pahalı CNC lazer tezgahlarının ve kaynak ustalarının boş durma maliyetlerini tamamen ortadan kaldıran kurumsal bir lojistik güvencesidir.
İl Bazlı Parsiyel Dağıtım Süreçleri
Müşterimizin hayata geçireceği makine imalat veya metal dekorasyon projesi büyük bir metropolün sanayi sitesinde, veya zorlu yollara sahip ücra bir Doğu Anadolu ilçesinde dahi olsa, ülkemizin 81 ilinin tamamını baştan uca kapsayan entegre bir lojistik dağıtım rotasyonu planlıyoruz. Bursa’nın devasa otomotiv fabrikalarından Konya’nın organize çelik kapı üreticilerine, Marmara’nın beyaz eşya yan sanayisinden İzmir’in havalandırma atölyelerine kadar her bölgeye, o hassas yükün gabarisine en optimum kapalı dorseleri yönlendiriyoruz. Stratejik otoyol kavşaklarında konumlandırdığımız bölgesel lojistik aktarma merkezlerimiz sayesinde, tam 25 tonluk tırı doldurmayan düşük bütçeli (parsiyel) siparişlerini de aynı güzergahta kargo mantığıyla birleştirerek nakliye bütçelerini piyasanın oldukça altına çekiyoruz. Siparişin dilme/boy kesme anından sac paletinin forkliftle atölyeye indirilmesine kadar geçen tüm bu entegre tedarik zinciri, yüzde yüz malzeme güvenliği ve yüzey çizilmezliği prensibiyle Endüstri 4.0 normlarında saat gibi tıkır tıkır işlemektedir.
| Türkiye Geneli 81 İle Hizmet Ağımız | |||
|---|---|---|---|
| Adana | Adıyaman | Afyonkarahisar | Ağrı |
| Amasya | Ankara | Antalya | Artvin |
| Aydın | Balıkesir | Bilecik | Bingöl |
| Bitlis | Bolu | Burdur | Bursa |
| Çanakkale | Çankırı | Çorum | Denizli |
| Diyarbakır | Edirne | Elazığ | Erzincan |
| Erzurum | Eskişehir | Gaziantep | Giresun |
| Gümüşhane | Hakkari | Hatay | Isparta |
| Mersin | İstanbul | İzmir | Kars |
| Kastamonu | Kayseri | Kırklareli | Kırşehir |
| Kocaeli | Konya | Kütahya | Malatya |
| Manisa | Kahramanmaraş | Mardin | Muğla |
| Muş | Nevşehir | Niğde | Ordu |
| Rize | Sakarya | Samsun | Siirt |
| Sinop | Sivas | Tekirdağ | Tokat |
| Trabzon | Tunceli | Şanlıurfa | Uşak |
| Van | Yozgat | Zonguldak | Aksaray |
| Bayburt | Karaman | Kırıkkale | Batman |
| Şırnak | Bartın | Ardahan | Iğdır |
| Yalova | Karabük | Kilis | Osmaniye |
| Düzce | – | – | – |
HRP Sac Hakkında Sık Sorulan Sorular
HRP Sac Üretim Süreci Nasıldır?
Modern demir çelik endüstrisinde bu asitlenmiş temiz yapısal ürünlerin imalatı, sıcak haddehanelerde binlerce tonluk preslerle ezilen yassı çelik rulolarının yüksek konsantrasyonlu asit havuzlarına daldırılmasıyla başlar. Yüzeydeki kalın tufal ve siyah demir oksit tabakası bu asit banyosunda tamamen çözünerek erir ve çeliğin asıl gri, pürüzsüz metali ortaya çıkar. Asitten çıkan sac, havadaki nemle birleşip anında paslanmasın diye çok ince mikronik bir koruyucu endüstriyel yağ ile spreylenerek sarmalanır. Üretim bandının en son aşamasında ise, müşterinin talebine göre rulo halinde bırakılır veya CNC uçan makaslarla istenilen standart ebatlarda (1500×3000 mm gibi) düz plakalar halinde kesilerek suya dayanıklı ambalajlarla paketlenir.
Korozyona Karşı Nasıl Korunmalıdır?
Üzerlerinde siyah saclardaki gibi sert bir tufal barındırmayan ve yüzeyi tamamen aside yatırılarak metale kadar soyulmuş olan HRP saclar, açık hava şartlarında neme maruz bırakıldığında hızla reaksiyona girerek paslanıp (kızarıp) çürümeye başlar. Fabrikadan çıktıklarında üzerlerinde sadece o incecik koruyucu yağ filmi bulunan bu plakaların, atölyelerde kesinlikle yağmur görmeyen kapalı, rutubetsiz ve kuru depo alanlarında muhafaza edilmesi çok kritik bir şarttır. İmalat işlemleri (lazer kesim, büküm) bittikten sonra ise, malzemenin yüzeyindeki o koruyucu yağ fosfatlı yıkama havuzlarında tamamen temizlenerek (yok edilerek) metal boyaya veya kaplamaya hazır hale getirilir. Ardından, projede istenilen renkte yüksek kaliteli endüstriyel elektrostatik fırın toz boya veya otomotiv standartlarındaki kataforez sistemleriyle mühürlenerek estetik ve asırlık bir korozyon kalkanı vazifesine kavuşturulur.
Projeler İçin İdeal Et Kalınlığı Nasıl Seçilir?
Bir makine şasisinin, raf standının veya endüstriyel taşıyıcı ayakların taşıyacağı çelik parçaların et kalınlığı seçimi, tamamen o ürünün üzerine binecek statik ve hareketli yük ağırlıklarının bilgisayar ortamında analiz edilmesine bağlıdır. Sadece dekoratif amaçlı taşıyıcı olmayan makine kapaklarında veya panolarda 1.5 mm veya 2.0 mm ince kalınlık sınıfı, malzemeye olağanüstü bir abkant büküm kıvraklığı kazandırarak bütçesel bir büyük hafiflik avantajı yaratır. Ancak sahada ağır yük istifleme rafları, ekskavatör bom destekleri veya ağır sanayi tezgah şasileri söz konusu ise, malzemenin kaynak yerinden patlamasını veya yük altında sehim yapmasını engellemek adına kalınlığın mühendislik güvenlik faktörü dahilinde minimum 4.0 mm ile 10.0 mm bandında kurgulanması tartışılmaz bir ürün emniyet zorunluluğudur.
HRP Sacın Lazer Kesim Avantajı Nedir?
Dünya standartlarında faaliyet gösteren entegre çelik işleme ve lazer kesim merkezlerinin en sevdiği malzeme şüphesiz yüzeyi tufalsız olan HRP sac plakalarıdır. Siyah sacların üzerindeki o kalın tufal tabakası, lazer ışınının yansıma yapmasına, merceklerin kirlenmesine ve kesim kafasının yavaşlamasına neden olurken; HRP sacın pürüzsüz yapısı lazerin maksimum güçle metale nüfuz etmesini sağlayarak kesim hızını muazzam derecede artırır. Ayrıca kesim sonrasında siyah sacta oluşan o sert ve sökülmesi zor olan erimiş metal çapağı (cüruf), HRP sacta neredeyse hiç oluşmaz, böylece çıkan parçalar sıfır taşlama işçiliğiyle doğrudan kaynak atölyesine sevk edilebilir. Tüm bu modern teknolojik imkanlar, üretici makine firmalarının hayal ettikleri en inovatif ve karmaşık çelik mekanizmaları, atölyede saatler içinde sıfır hatayla elde etmesine eşsiz bir operasyonel hız sağlamaktadır.