
Kare Profil Fiyatları

Teknik Özelliklere Göre Fiyatlandırma
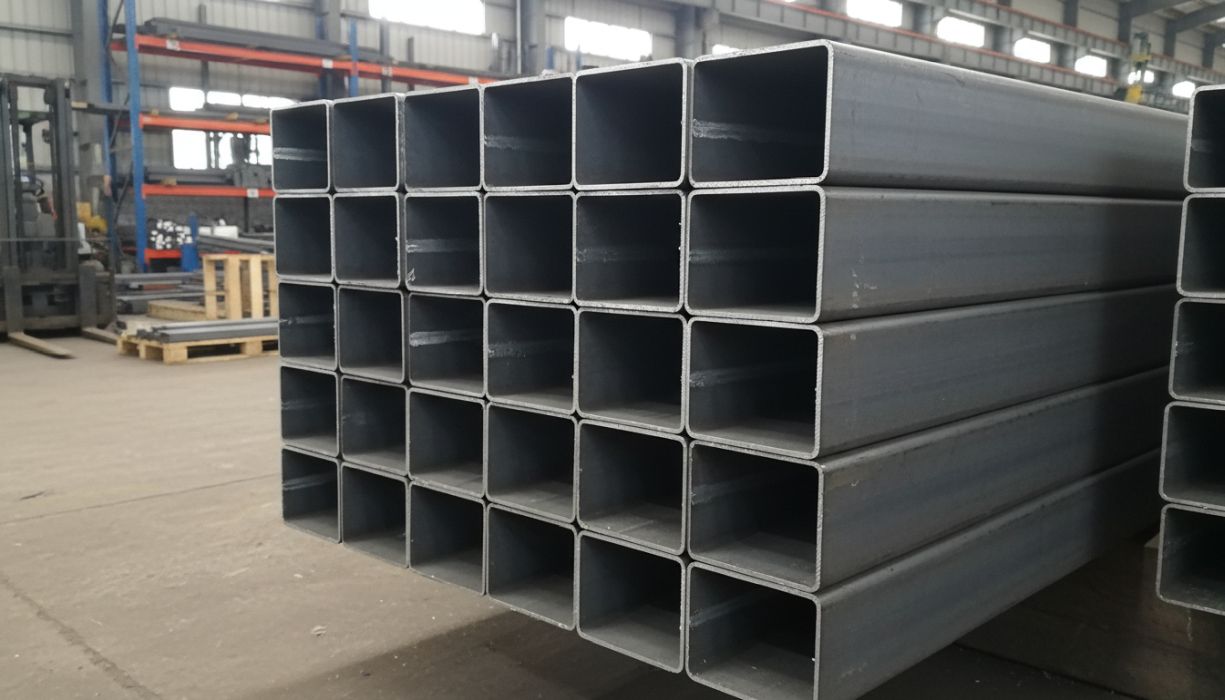
Endüstriyel çelik konstrüksiyon piyasasında vazgeçilmez bir yere sahip olan kare profil ürünlerinin fiyatlandırma algoritmaları, malzemenin spesifik teknik özelliklerine göre doğrudan şekillenmektedir. Üretimde tercih edilen karbon çeliği alaşımının mukavemet kalitesi, et kalınlığı toleransları ve dış kesit ebatları, toplam maliyet endeksinin oluşmasındaki en temel metalurjik unsurlardır. Yüksek frekanslı dikişli (ERW) çekim teknikleri kullanılarak şekillendirilen bu malzemeler için harcanan mekanik enerji, kare profil fiyatları üzerinde belirgin ticari dalgalanmalar yaratır. Bunun yanı sıra, korozyon direncini artırmak amacıyla uygulanan sıcak daldırma galvaniz veya antipas astar gibi yüzey koruma işlemleri, malzemenin piyasa değerini büyük oranda etkileyen kritik parametrelerdendir. Mühendislik şartnameleri ne kadar kompleks uluslararası standartlar ve yüksek mukavemet talep ederse, malzemenin TL/KG bazındaki tahmini üretim maliyeti de o doğrultuda kaçınılmaz bir artış sergilemektedir.
Sipariş ve Üretim Detaylarına Göre Fiyat
Çelik servis merkezlerinin yüksek kapasiteli üretim hatlarında, uluslararası standartların dışında tamamen projeye özel boylarda talep edilen kare profil siparişleri, tonaj hacmine göre özelleştirilmiş bir fiyatlandırma sürecinden geçmektedir. Geniş haddehanelerde standart altı veya on iki metre uzunluğundaki kesintisiz seri üretimler, işçilik ve enerji verimliliğini maksimize ettiği için alıcılara son derece esnek bir maliyet avantajı sunar. Öte yandan, proje bazlı özel CNC lazer boru kesim gerektiren veya butik alaşım talebi içeren düşük tonajlı imalat varyasyonları, makine ayar maliyetleri sebebiyle birim fiyat üzerinde yukarı yönlü bir etki yaratmaktadır. Ayrıca devasa yatırım projelerinde teslimat termin sürelerinin iyice daraltıldığı acil üretim talepleri, ekstra işçi vardiyası gerektirdiğinden standart periyotlara kıyasla her zaman farklı seviyelerde fiyatlandırılabilmektedir. Ticari satın alma operasyonlarında miktar optimizasyonu ile üretim ölçülerinin teknik olarak doğru belirlenmesi, proje bütçesinin uzun vadeli korunması adına oldukça kritik bir öneme sahiptir.
Lojistik ve Sevkiyat Etkisi
Metalürji sektöründe üretilen yüksek tonajlı kare profil materyallerinin inşaat şantiye alanlarına güvenle sevk edilmesi, toplam satın alma maliyetlerini şeffaf bir biçimde değiştiren ağır bir lojistik bütçe kalemidir. Üretimi tamamlayan entegre profil tesisi ile malzemenin teslim edileceği coğrafi lokasyon arasındaki kilometre mesafesi, nakliye giderlerinin belirlenmesinde rol oynayan tartışmasız birincil faktördür. Ayrıca, standart trafik taşıma gabarisini fiziki olarak aşan on iki metrelik uzun çelik profillerin sevkiyatı durumunda ekstra uzatmalı dorse sistemlerinin kullanılması zorunlu hale gelebilir ve bu da ek bir operasyon maliyeti doğurur. Sevkiyat rotası üzerindeki fiziki zorlu yol koşulları, otoyol veya köprü geçiş bedelleri ile ağır vasıta yakıt endeksleri gibi dinamik değişkenler, nihai ürün teslimat tutarına doğrudan tır nakliye bedeli olarak yansıtılmaktadır. Ülkenin uzak bölgelerine yapılacak yüksek hacimli çelik transferlerinde, lojistik ağının tamamen profesyonel bir mühendislik bakış açısıyla optimize edilmesi ticari kayıpların önüne geçmektedir.
Piyasa Koşullarına Göre Fiyat Değişimi
Küresel çelik ekosisteminin merkezinde yaşanan jeopolitik gelişmeler ve bölgesel makroekonomik dalgalanmalar, kare profil hammadde tedarik maliyetlerini sürekli olarak güncellenen dinamik bir yapıya büründürür. Yapısal çeliğin temel hammaddesi olan yassı sac rulolarının uluslararası çelik borsalarındaki anlık fiyat değişimleri, entegre tesislerin fırın ergitme maliyetlerini doğrudan etkileyerek piyasaya saatler içinde hızla yansır. Üstelik, uluslararası enerji arzı maliyetlerindeki ani hareketlilik ve yerel piyasalardaki serbest döviz kurlarının oynaklığı, şirketlerce referans alınan bilgilendirme amaçlı TL/KG fiyatlandırmalarının periyodik olarak mecburen revize edilmesini zorunlu kılar. Yerel ve global pazarlarda oluşan arz ve talep dengesinin yoğun inşaat sezonlarına veya uluslararası krizlere bağlı olarak dönemsel değişmesi, fiyat grafiklerinde daima ana yön belirleyici bir temel indikatör olarak işlev görmektedir. Sektörde aktif faaliyet gösteren satın alma profesyonellerinin tüm bu karmaşık ekonomik değişkenleri çok doğru okuyarak çelik tedarik süreçlerini zamanlaması, kurumsal risk yönetiminin ve küresel rekabet gücünün en temel bileşenidir.
| Ürün Tipi | Kalınlık | Ebat | Kalite / Kaplama | Tahmini Fiyat (TL/KG) |
|---|---|---|---|---|
| Kare Profil | 1.50 mm | 20×20 mm | S235JR / Siyah Çelik | ~46.80 TL/KG |
| Kare Profil | 2.00 mm | 30×30 mm | S235JR / Siyah Çelik | ~43.40 TL/KG |
| Kare Profil | 2.00 mm | 40×40 mm | S235JR / Siyah Çelik | ~41.50 TL/KG |
| Kare Profil (Dikdörtgen) | 2.00 mm | 40×60 mm | S235JR / Siyah Çelik | ~40.20 TL/KG |
Kare Profil Ebatları
Standart Endüstriyel Ebatlar
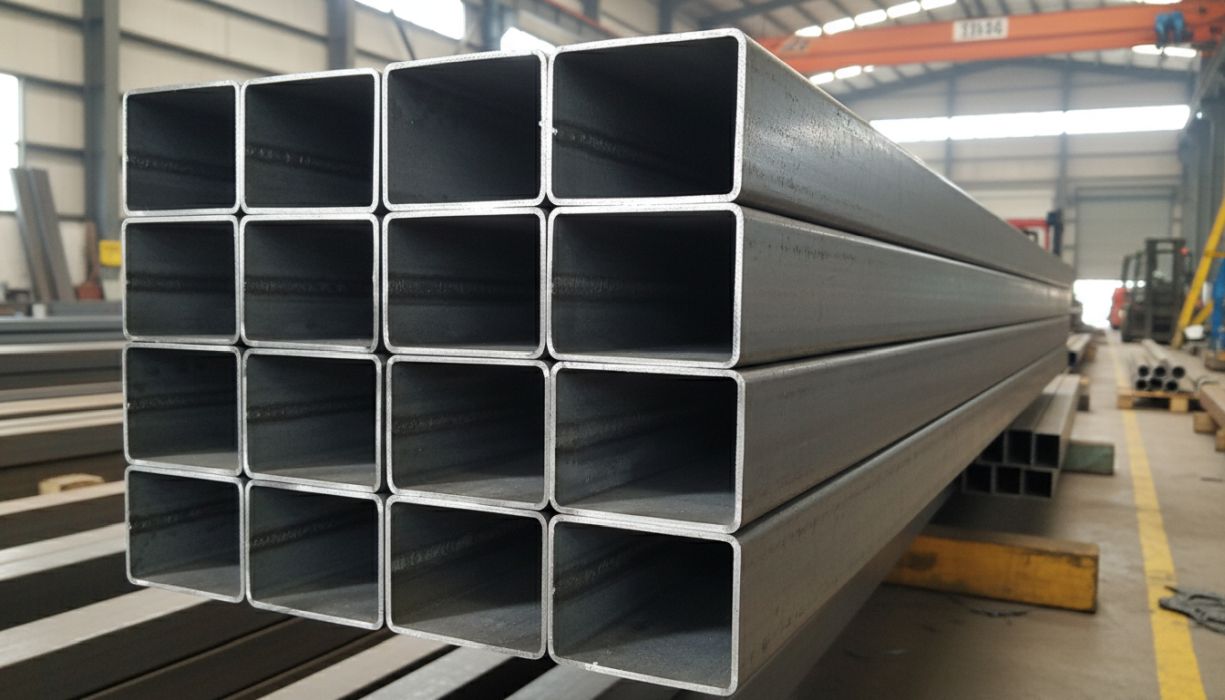
Modern yapısal çelik projelerinde kullanılan kare profil sistemleri, mühendislik planlamasını ve statik hesaplamaları kolaylaştırmak için evrensel endüstriyel ebat standartlarına göre soğuk veya sıcak haddelenmektedir. Genellikle 10×10 mm kesitlerden başlayarak 400×400 mm gibi devasa gövde boyutlarına kadar ulaşabilen bu geniş üretim yelpazesi, hafif sundurmalardan ağır fabrika binalarına kadar her yapının taşıyıcı iskelet ihtiyacını eksiksiz şekilde karşılar. Fabrika bantlarından standart 6 metre veya 12 metre uzunluklarında çıkan bu profiller, taşıma tırlarının dorse ölçüleriyle birebir entegre olduğundan lojistik bağlamda da çok büyük bir yükleme kolaylığı yaratır. Statik mühendisleri, uluslararası kataloglarda yer alan bu standart ebatların kesit modüllerini referans alarak binanın dayanım ve rüzgar analizlerini çok güvenli bir şekilde gerçekleştirebilmektedir. Özellikle birbirine uyumlu modüler ölçüleri sayesinde, şantiyelerde çapraz bağlantıların (gergilerin) oluşturulması sırasında ciddi bir imalat hızı ve pratiklik sağlanır.
Projeye Özel Boyutlandırmalar
Klasik endüstriyel tasarımların ötesine geçen özellikli mimari projelerde veya spesifik uzay çatı makaslarında, standart formların dışında kalan tamamen özel kare profil ebatlamalarına şiddetle ihtiyaç duyulmaktadır. Bilgisayar destekli çizim (CAD) programları üzerinden hazırlanan özel montaj uzunlukları, gelişmiş CNC lazer veya şerit testere tezgâhlarında milimetrik hassasiyetle kesilerek projeye birebir uyumlu parçalar haline getirilir. Bu tür terzi usulü ebatlandırma mühendisliği, saha montajı esnasında dikey ve yatay kayıtların birbirine eksiksiz (sıfır boşlukla) kenetlenmesini sağlayarak yapının genel sismik dayanımını üst seviyelere taşır. Özel ebatlandırma süreci çelik servis merkezleri için operasyonel bir ekstra işçilik maliyeti gibi görünse de, sahada ortaya çıkabilecek personel zaman kayıplarını ve hurda fire oranlarını sıfıra indirgeyerek kendini fazlasıyla amorti etmektedir. Üretim sürecinde fabrikasyon olarak gerçekleştirilen bu entegre kesim işlemleri, şantiyedeki taşlama ve kesme iş yükünü hafifleterek endüstriyel kalitenin kusursuzluğunu garanti altına alır.
Geniş Açıklıklı Kesitler
Devasa fabrika hollerinin veya stadyum çatılarının ara kolonsuz geçilebilmesi için, atalet momenti çok yüksek olan geniş ebatlardaki kare profil serileri tercih edilir. 200×200 mm ve üzeri ölçülere sahip olan bu rijit profiller, yerçekimi ve çatı yükü altında oluşabilecek o tehlikeli sehim (bel verme) eğilimini kendi kütlesel geometrileri sayesinde tamamen engeller. Üzerlerine bağlanan ağır yalıtımlı çatı panellerinin yükünü sarsılmaz bir kararlılıkla sönümleyerek mekanik enerjiyi doğrudan ana temel pabuçlarına iletirler. Geleneksel betonarme sistemlere kıyasla daha hafif ama bir o kadar mukavemetli olan bu devasa ebatlar, inşaat süresini kısaltarak yatırımcısına eşsiz bir ticari zaman kazandırır.
Hassas Toleranslı Montaj Ebatları
Ağır makine şasilerinde, otomotiv konveyör hatlarında ve otomasyon sistemlerinde kullanılacak kare profil parçaları, uluslararası normların dikte ettiği çok dar toleranslı ebatlarda üretilmek zorundadır. Yüksek güçlü CNC optik fiber lazer kesim tezgahları kullanılarak, malzemenin kaynak ağızlarında oluşabilecek mikroskobik sapmalar tamamen bertaraf edilerek kusursuz bağlantı yüzeyleri yaratılır. Bu muazzam ebat hassasiyeti, çelik karkasların diğer mekanik aktarma organlarıyla birleşimi sırasında hiçbir sarsıntı veya montaj uyumsuzluğu yaşatmamasına olanak tanır. Dar toleranslarla işlenmiş tam paralel kenarlar, montaj hattında ekstra bir gerdirme operasyonuna gerek bırakmadığı için fabrikanın imalat hızını tepe noktasına taşır.
Kare Profil Kalınlıkları
Hafif Çelik Karkas Kalınlıkları
Ağırlık tasarrufunun ve mimari esnekliğin ön planda tutulduğu hafif çelik konstrüksiyon projelerinde, kare profil serisinin ince et kalınlıkları tasarım mühendisleri tarafından büyük bir statik avantaj olarak kullanılır. Özellikle 1.5 mm ile 3.0 mm arasında değişen bu ince et kalınlıkları, asma tavan taşıyıcılarında, kış bahçesi karkaslarında ve hafif ticari çatı aşıklarında mükemmel bir destek iskeleti işlevi görmektedir. Malzemenin cidar kalınlığının düşük olması, kirişin kendi zati ölü ağırlığını muazzam derecede azalttığı için, yapının ana temel pabuçlarına ekstra bir sismik kütle yüklemez. İnce gövdeli olmalarına rağmen, kapalı kutu geometrinin doğasından gelen basınç dağıtma yeteneği sayesinde bu profiller yanal bükülmelere karşı şaşırtıcı bir dikey rijitlik sağlamaktadır. Tasarımcılar, daha az çelik tonajı harcayarak maksimum taşıma limitlerine ulaşabilmek için bu ince cidarlı ancak yüksek ataletli karakteristik formdan maksimum düzeyde faydalanırlar.
Orta ve Ağır Sanayi Kalınlıkları
Endüstriyel binaların taşıyıcı ana kolonlarında veya geniş açıklıklı tavan makaslarında yoğun kar yükünü bükülmeden sönümleyebilmek için, kare profil malzemelerinin 4.0 mm ile 12.0 mm arasındaki kalınlıkları projenin en hayati unsurudur. Bu kalınlık düzeyi, çelik yapının deprem gibi yanal şoklara maruz kaldığında burkulmadan ve yırtılmadan ayakta kalmasını sağlayan temel bir mühendislik zırhtır. Ağır tonajlı asma ara kat platformlarının veya vinç ray desteklerinin yükü, bu kalın etli çelik cidarlar tarafından güvenle sönümlenerek kalıcı bir göçme riskini ortadan kaldırır. Ağır sanayideki makine hollerinde kullanılan bu kalın profiller, yüksek bir tork taşıma kapasitesi sunarak mühendislere devasa açıklıkları güvenle tasarlama özgürlüğü verir. Et kalınlığının artmasıyla profile eklenen ekstra tonaj maliyeti, binaya sağladığı asırlık ömür ve sarsılmaz mekanik mukavemet düşünüldüğünde oldukça rasyonel ve gerekli bir yatırımdır.
Kalınlığın Atalet Momentine Etkisi
Yapısal mühendislik dinamiklerine göre, devasa çelik binaların statik ölü yüklere karşı gösterdiği reaksiyon, doğrudan taşıyıcı kare profil sistemlerinin cidar kalınlığına ve yarattığı atalet momentine bağlıdır. Tonlarca ağırlığındaki kar ve rüzgar yükü altında, profilin kesit alanı ne kadar genişse, malzemede oluşacak bükülme momenti ve tehlikeli sehim oranı o kadar mikroskobik seviyelerde gerçekleşir. İnce cidarlı profiller ağır tonaj yüklemelerinde bölgesel elastik stabilite kaybı yaşama riski taşırken, uygun kalınlıkta dizayn edilmiş kutu formlar tüm sistemi sarsılmaz bir sismik güvenlikle temel pabuçlarına aktarır. Mühendislik formüllerinde atalet momentinin karesiyle orantılı olarak artan bu taşıma direnci, doğru kalınlık tercihinin çelik bina ömrü için neden evrensel bir kanun olduğunu açıkça kanıtlar.
Sismik Yük Altında Esneme Payları
Deprem sarsıntıları, çalışan devasa sanayi preslerinin vibrasyonları veya fırtınalı tayfun rüzgarları gibi yönü sürekli değişen yıkıcı kuvvetler karşısında kare profil kalınlıklarının davranışı binanın kurtuluş senaryosunu yazar. Dinamik sismik yükler, profilin kaynaklı birleşim noktalarında çok yüksek stres konsantrasyonlarına sebep olarak malzemenin yorulma ömrünü saniyeler içinde tüketme eğilimi gösterir. Ancak kalın kesitli yapısal profiller, bu anlık şok titreşimlerini kendi devasa kütlesi içinde başarılı bir şekilde sönümleyerek yorulma çatlaklarının başlamasını çok uzun süreler boyunca engeller. Sismik tasarımlarda binanın deprem anında esneyerek enerjiyi deşarj etmesi beklendiğinden, profil kalınlıkları bu sünekliliğe izin verecek şekilde çok titiz bir deprem mühendisliği hesabıyla ayarlanmalıdır.
Kare Profil Ölçüleri
TS EN 10219 Tolerans Standartları
Yapısal çelik üretiminde uluslararası bağlayıcı bir yasal nitelik taşıyan TS EN 10219 standartları, kare profil ölçülerindeki kabul edilebilir minimum ve maksimum üretim tolerans sapma değerlerini kesin çizgilerle ve mikron düzeyinde belirlemektedir. Üretim sürecindeki yüksek amperli kaynak ısınmaları ve devasa pres şekillendirme merdanelerindeki mekanik büzülmeler nedeniyle çelikte oluşabilecek dış ebat, köşe açısı veya et kalınlığı sapmaları, ancak bu yasal normlar dahilinde mastarlarla kontrol altında tutulur. Profilin yapısal doğrusallık eğriliği ve kaynak dikişinin pürüzsüzlük özellikleri, belirlenen tolerans sınırlarını aştığında o koca malzeme derhal kesilerek hurda ergitme fırınlarına geri gönderilir. Endüstriyel sismik hesaplamalarda mühendislerin kullandığı güvenlik katsayılarının şantiyede doğru işleyebilmesi için, kullanılacak malzemenin bu sıkı TS EN tolerans belgelerine eksiksiz sahip olması mutlak bir zorunluluktur. Kaliteden asla taviz verilmeyen bu dar boyutsal tolerans limitleri, yüksek riskli gökdelen ve sanayi binalarının deprem anındaki güvenli sönümleme davranışlarını doğrudan kağıt üzerinde güvence altına almaktadır.
Doğrusallık ve Düzlemsellik Sapmaları
Ağır sanayi makine imalatında veya çok katlı çelik binalarda kullanılacak dev profillerin kalite seviyesi, kare profil kolonlarının plaka ekseni boyunca sahip olduğu doğrusallık ve yüzey düzlemselliği toleranslarıyla doğrudan ölçülür. Üretim sürecinde çok sıcakken soğuma yataklarında veya soğuk haddeleme baskılarından geçerken çelik yapısında oluşan artık gerilmeler, metrelerce uzunluktaki profilde istenmeyen mikroskobik bombeleşmelere veya eksenel çarpılmalara sebep olabilmektedir. TS EN test standartlarında milimetre/metre oranında sıkıca denetlenen bu geometrik sapmaların yasal limitler içinde tutulması, dev profillerin şantiyede birbirine sıfır boşlukla mükemmelen kaynatılmasını sağlayan en büyük fiziki faktördür. Ayrıca devasa lazer kesim veya plazma makinelerinde profillerin kusursuzca delinip şekillendirilebilmesi için CNC tezgah eksenine tam oturması ve zerre kadar eğrilik barındırmaması operasyonel bir makine zorunluluğudur. Kusursuz bir doğrusallık ve düzlemsellik, inşa edilecek son devasa yapının sismik terazisini ve mimari şıklığını doğrudan tayin eden en temel statik mühendislik kuralıdır.
Köşe Radyus Açıları
Kalın etli kare profil ürünlerinin üretim formunda estetiği ve statik yük dengesini sağlayan en önemli boyutsal unsur, profillerin dört dış kenarında oluşan köşe radyus (kıvrım büküm yarıçapı) ölçümleridir. Soğuk veya sıcak şekillendirme sırasında ağır merdanelerin saca uyguladığı basınçla oluşan bu kavisli radyusların çapı, malzemenin kalınlığıyla doğru orantılı olarak homojen bir şekilde tüm uzun eksen boyunca dengeli dağılmak zorundadır. Eğer kalın bir profilin köşe radyusları standartlardan çok daha dar ve sivri olursa, çeliğin o büküm köşesinde tehlikeli mikroskobik yorulma yırtılmaları başlayarak malzemenin taşıma mukavemetini sıfıra indirecek kırılganlıklar yaratır. Laboratuvarlarda lazerli açı ölçerlerle yapılan bu optik köşe açısı denetimleri, malzemenin hem görsel hizalanma mükemmelliğini hem de sismik yük altında burulma direncini onaylayan hayati bir kalite denetim sürecidir.
İç Çapak ve Kaynak Kalibrasyonu
Teleskopik olarak iç içe geçmesi gereken hareketli mekanizmalarda kullanılacak kare profil parçaları için, iç cidar pürüzsüzlüğü en az dış ebatlar kadar hayati bir ölçüsel standarttır. ERW kaynak işlemi sırasında oluşan iç kaynak çapağının üretim bandında özel bıçaklarla sıyrılması (iç çapak alma işlemi), profillerin birbirine sürtünmeden kayarak girmesini sağlar. Eğer bu çapak standart toleranslardan daha yüksek bırakılırsa, iç profil sıkışarak makine hareketini tamamen bloke eder veya plastik montaj tapalarını parçalar. Mikrometrik kumpaslarla sürekli kontrol edilen bu iç ebatlama kalibrasyonu, malzemenin mekanik entegrasyondaki başarısını belirleyen gizli bir kalite mührüdür.
Kare Profil Kaliteleri

S235JR (ST37) Standart Yapı Çeliği
Küresel çelik yapı pazarında dış mekan veya standart taşıyıcı karkas sistemlerinde hacimsel olarak en geniş tüketim payına sahip olan temel yapısal norm, mühendislik literatüründeki adıyla S235JR ticari kare profil kalitesidir. Bu evrensel ISO standardizasyonu, şekillendirilen çeliğin laboratuvar pres testlerinde minimum 235 MPa seviyesinde bir statik akma dayanımına sahip olduğunu resmi olarak tüm inşaat sektörüne beyan etmektedir. Aşırı dinamik sarsıntıların veya ekstrem rüzgar yüklerinin beklenmediği basit sanayi hangarlarında, çit direklerinde ve hafif taşıyıcı kolonlarda bu ticari sınıflar, satın alma fiyatı ve mukavemet performansının en uyumlu kesişim noktasıdır. Düşük karbon eşdeğeri sayesinde, malzeme şantiyede kaynakla birleştirilirken veya matkapla delinirken köşelerde mikro yırtılma oluşturmama konusunda çok üstün bir işçilik esnekliği gösterir. Isıya dirençli P355NL1 çelik sınıfı gibi ekstrem materyallerin aksine, bu S235JR kalite profiller standart atmosferik çalışma şartları için kusursuz ve ekonomik bir statik iskelet oluşturur.
S355J2H (ST52) Yüksek Dayanımlı Alaşımlar
Mekanik gerilme stresin, sert fırtına rüzgarlarının ve binaya binen ağır taşıyıcı ölü ağırlıkların standart alaşım limitlerini çok fazla aştığı ekstrem mega projelerde, tasarımcı mühendisler akma dayanımı zirvelerde olan S355J2H kalite kare profil ürünlerine mecburen yönelirler. Minimum 355 MPa akma noktasına ve formülünde güçlendirilmiş yoğun bir mangan oranına sahip olan bu ağır kalite, gökdelen platformlarında burkulmaya karşı olağanüstü bir rijitlik sergiler. Çelik fırın eriyiğindeki bu ekstra alaşım tokluğu ve kristal sertlik artışı, devasa viyadük ayakları veya açık deniz rüzgar gülü direkleri gibi çok zorlu titreşimli ortamlarda malzemenin sismik yorulma ömrünü maksimize ederek çeliğin yaşlanmasını engeller. Proje statik bilgisayar hesaplamaları yapılırken bu kalite sınıfının seçimi, bazen mühendise profil ebadını bir alt modele düşürme fırsatı vererek binanın toplam karkas ağırlığından ciddi bir çelik tonaj tasarrufu da sağlayabilmektedir. Kaynaklanması standart alaşımlara göre biraz daha yüksek ısı girdisi gerektirse de, binlerce insanların can güvenliğinin söz konusu olduğu ağır endüstri projelerinde bu yüksek mukavemetli çeliklerin kullanımı tartışmasız bir şartname mecburiyetidir.
Karbon Oranının Kaynaklanabilirliğe Etkisi
Endüstriyel metalurji dünyasında ağır etli bir profilin bükülebilirliğini ve en önemlisi robotik kaynakla diğer çelik metallere kusursuzca birleştirilebilme performansını belirleyen tek kimyasal faktör karbon formülasyonudur. Bu formülasyonun kalbinde yatan Karbon elementinin eriyik içindeki hassas oranı sacın temel mukavemetini tayin ederken; miktarın aşırı artması profilin kaynak dikiş bölgesinde aşırı sertleşmeye ve çok tehlikeli mikroskobik çatlaklara yol açma riski barındırır. Bu yüzden modern alaşım çelik teknolojisi, karbon oranını standartlarda güvenli bir sınırda tutarak akma dayanımını artırmak için alaşıma mangan ve titanyum gibi mikro bileşenleri hassas oranlarda ekler. Müteahhitlerin malzemenin MTC belgesindeki bu karbon eşdeğeri kompozisyonuna detaylıca odaklanması, şantiyedeki olası kaynak patlamalarının en baştan önüne geçmek anlamına gelen vizyoner bir adımdır.
Akma ve Çekme Dayanımı Testleri
Yapısal tasarım ofislerinde profil ürünlerinin deprem limitlerini resmi olarak kanıtlamak için, çelik laboratuvarlarında uygulanan tahribatlı akma ve çekme dayanımı testleri vazgeçilmez yegane metalurjik veri kaynağıdır. Numune profil parçasının yüzlerce tonluk hidrolik çeneler arasına sıkıştırılarak yavaş yavaş eksenel yönde uzatılması prensibine dayanan bu testte, malzemenin kalıcı deformasyona uğramaya başladığı o kritik akma noktası hassas bilgisayar sensörleriyle ölçümlenerek anında dijital olarak raporlanır. Çeliğin ayrıca uygulanan maksimum kuvvet altında tamamen koparak ikiye ayrıldığı o son nokta, binanın sismik sarsıntıda yıkılmadan önce ne kadarlık bir esneme payı göstereceği hakkında hayat kurtaran çok kritik veriler sunar. İnşaat mühendisleri, projenin maruz kalabileceği maksimum dinamik gerilimi bu test sonuçlarındaki emniyet katsayılarına göre çok dikkatlice değerlendirerek sahada güvenliği ve çökmeme garantisini sağlarlar.
Kare Profil Karşılaştırmaları
İçi Dolu Kare Demir ile Kutu Kesit Farkı
Yapısal mühendislik dinamiklerine göre, binaların iskeletlerinde veya makine şasilerinde aynı dış ebatlara sahip bir kare profil ile içi tam kare dolu demir karşılaştırıldığında taşıma kapasiteleri ve ağırlık oranları radikal biçimde farklılaşmaktadır. İçi boş kare profiller, eylemsizlik momentini merkezin dışına ittikleri için çok düşük bir çelik ağırlığıyla burkulmaya karşı inanılmaz bir direnç sağlayarak konstrüksiyon işlerinde bütçesel bir mucize yaratırlar. Ancak malzemenin CNC tezgahında talaş kaldırılarak içinden diş açılacağı veya çok ekstrem ve ezici bir pres yükünün altına doğrudan takoz olarak konulacağı durumlarda, ince cidarlı profiller anında içeri göçerek ezilir. İşte tam bu ağır noktasal yüklerin ve derin talaşlı imalat operasyonlarının kalbinde, içinin tamamen saf çelik dolu olmasından kaynaklı o sarsılmaz kütlesiyle dolu demirler tek geçerli çözüm olarak masaya konur. Sonuç olarak projenin amacı binayı hafif bir yükle ayakta tutmaksa boş kare profil tercih edilir; ancak gaye metali işleyip ağır bir makine aksamı yaratmaksa dolu demir kullanılması kesin sınırlarla belirlenmiş bir mühendislik kuralıdır.
Açık Profil (U, C, IPE) Kıyaslaması
Endüstriyel binaların ana iskelet kurgusunda dikey kolon seçimleri yapılırken, kapalı kare profil sistemleri ile açık kesitli C, U veya IPE kirişlerin maruz kalacağı sismik statik yüklerin karakteristiği birbirlerinden tamamen farklı tepkiler verir. Açık profiller genellikle sadece dikey eksendeki yüklere karşı muazzam bir taşıma kapasitesi ve eğilme direnci gösterirken, yanal kuvvetlere maruz kaldıklarında yana doğru burkulma adı verilen tehlikeli bir eksenel zafiyete çok daha yatkındırlar. Oysa kalın etli kapalı kare profillerin o pürüzsüz dört yanı simetrik olan geometrisi, ağırlık merkezine olan kuvvet mesafesini her iki eksende tamamen eşitleyerek profilin kendi etrafında burulmasını adeta sıfıra indirger. Açık profiller genellikle vinç yolları gibi sadece tek yönden ağır baskı alan yerlerde ekonomik bir seçenek sunarken, kapalı kare profiller rüzgarın her yönden gelebileceği yapılarda çok yönlü bir emniyet kalkanı oluşturur. Üstelik estetik açıdan pürüzsüz dört köşe yapısı, mimari dekorasyonda ve yangın boyası kaplamasında kapalı kutu profilleri mimarların açık ara bir numaralı temiz tasarım tercihi yapmaktadır.
| Sac ve Malzeme Karşılaştırma Tablosu | |||
|---|---|---|---|
| Kalite Tipi | Kaplama Formatı | Dayanım Özelliği | Kullanım Alanı |
| S235JR (Kare Profil) | Siyah Ham / Astarlı | Standart Esneklik (235 MPa) | Çit, Depo Karkasları, Mobilya |
| S355J2H (Kare Profil) | Sıcak Daldırma Galvaniz | Ekstra Yüksek Dayanım (355 MPa) | Ağır Sanayi Kolonları, Açık Deniz Tesisleri |
| DC01 (DKP Kutu Profil) | Elektrostatik Boyalı | Çok Yüksek Büküm Kalitesi | Dekoratif İç Mekan, Beyaz Eşya Şasileri |
| Alüminyum 6063 | Eloksallı / Parlak | Ultra Hafiflik, Korozyona Tam Direnç | Havacılık, Lüks Cephe ve Marin Sistemleri |
2 mm Kare Profil Kalınlık Performansı
Hafif Çatı ve Sundurma Sistemleri
Konut projelerinin veya ticari alanların bahçelerine kurulan hafif otopark sundurmalarında çatı karkas yükünün minimumda tutulması istendiğinde, 2 mm et kalınlığına sahip kare profil modelleri statik hesaplamaların en çok kullanılan kirişidir. Bu ideal kesit yüksekliği, taşıyıcı ana kolonlara gereksiz ve sismik açıdan yorucu bir çelik ağırlığı eklemeden, kısa açıklıklarda standart kar ve rüzgar yüklerini başarıyla karşılayacak çok ideal bir mühendislik eylemsizliği sunar. Kapalı formunun üstün geometrisi sebebiyle burkulmalara karşı gösterdiği dikey atalet, kafes makas sistemlerinde ara destek elemanı olarak kullanıldığında binanın sarsılmaz bir çatı rijitliğine kavuşmasını sağlar. İnce gövde yapısı sayesinde sahada kaynak makineleriyle saniyeler içinde kaynatılarak veya cıvatalanarak çatı imalat sürelerini oldukça erkene çeker. Fiyat, hafiflik ve yapısal performans grafiğinde mükemmel bir denge noktasında duran bu 2 mm ebatlar, ekonomik ve hızlı bina üretimlerinin tam kalbinde yer almaktadır.
Mobilya ve Dekoratif Şasi Uygulamaları
Modern şehir mimarisinde dış mekan peyzaj tasarımlarının ve lüks ofislerin dekoratif iskeletlerinin taşıyıcı kurgusunda 2 mm kare profil varyasyonları görsel ve statik bir harika yaratır. Orta düzeydeki cidar yüksekliği sayesinde mimari tasarımı kaba göstermeyen bu narin profiller, üzerlerine konulacak ağır masif ahşapları veya temperli camları esnemeden taşıyarak sistemin dengesini güvence altına alır. Kumlama ve kaliteli bir endüstriyel fırın boyama işleminden sonra, bu profillerin karakteristik simetrik yapısı mekanlara modern bir endüstriyel loft havası katarak tasarımın estetik değerini doğrudan yükseltir. Hafif yapısı sayesinde seri üretim atölyelerinde işçilerin profili tezgahlar arasında manuel olarak kolayca taşımasına imkan vererek talaşlı imalat hızını artırır. Gelişen butik mimari ile birlikte bu küçük ebatlı profiller, artık sadece sanayi binalarının değil, lüks yaşam alanlarının da zarif birer tamamlayıcı figürü olmuştur.
Lazer Kesim ve Delim Kolaylığı
Endüstri 4.0 normlarıyla üretim yapan atölyelerde, 2 mm et kalınlığına sahip kare profiller CNC fiber boru lazer makinelerinin en sevdiği işleme malzemelerinden biridir. İnce et kalınlığı, lazer ışınının profil yüzeyinde çok yüksek hızlarda ilerlemesine olanak tanıyarak cüruf bırakmadan tertemiz ve pürüzsüz delikler (zıvanalar) açılmasını sağlar. Bu özellik sayesinde parçalar birbirine lego gibi geçmeli olarak tasarlanıp şantiyedeki montaj kaynak işçiliğini tamamen sıfırlayan akıllı mekanizmalara dönüşür. Isıdan kaynaklanan termal çarpılma yaşanmadığı için profilin o kusursuz gönyesi asla bozulmaz.
Kaynak Nüfuziyeti ve Birleşim Gücü
İnce profil malzemelerinin birbirine kaynatılması sırasında en büyük risk, malzemenin aşırı ısıdan delinmesi veya çarpılmasıdır; ancak 2 mm kalınlık bu konuda mükemmel bir direnç gösterir. MIG (gazaltı) kaynak robotları kullanılarak atılan dikişler, bu et kalınlığında malzemenin tam köküne nüfuz ederek sarsılmaz bir metalurjik bağ oluşturur. Kaynak sonrası taşlama işlemi çok daha kısa sürdüğü için, boya öncesi yüzey hazırlığı atölye için inanılmaz bir hız kazanır. Doğru amper ayarıyla kaynatıldığında, bu birleşim yerleri en ufak bir dinamik zorlanmada bile çatlama emareleri göstermeden ömürlük bir performans sergiler.
Kare Profil Muadil Kalite Karşılaştırması
İthal ve Yerli Üretim Standartları
Türkiye’nin yüksek teknolojiye sahip dünya çapındaki entegre çelik üretim tesislerinde tamamen yerli demir kütükleri kullanılarak üretilen kare profil ürünleri ile, daha ucuz olması sebebiyle cazip görünen bazı ithal Asya menşeli muadilleri arasındaki kalite farkları mega projelerin sismik güvenliğini doğrudan belirler. Türk ağır haddehaneleri TS EN 10219 ve Eurocode gibi tavizsiz statik tolerans standartlarına yüzde yüz uyumlu yapısal profiller ürettikleri için, bu ürünlerin çekme ve kopma mukavemetleri daima CE belgeli test laboratuvarlarının o tartışılmaz sertifikasyon güvencesi altındadır. Ancak merdiven altı sayılabilecek denetimi eksik ucuz ithal profillerde, malzemenin özellikle et kalınlığında eksi yönde ciddi sapmalar ve iç kaynak dikişlerinde mikro çatlak zafiyetleri sıklıkla saptanarak yapıda büyük bir yıkım riski yaratmaktadır. Ayrıca yerli üretimde fabrikaların müteahhide anında sağladığı satış sonrası şantiye teknik desteği, hızlı lojistik tedariki ve projeye özel ebatlarda butik kesim esnekliği, satın alma mühendislerine ithal rakiplerine kıyasla çok daha güvenli ve pratik bir operasyon konforu sunar. Sismik deprem kuşağının tam kalbinde yer alan ülkemizde, yüksek tonajlı binaların taşıyıcı ana iskeletlerinde mutlaka yerli, menşei izlenebilir ve laboratuvar sertifikalı profillerin kullanılması can güvenliği açısından kanuni bir zorunluluktur.
Siyah Sac ve DKP Sac Profillerin Kıyaslanması
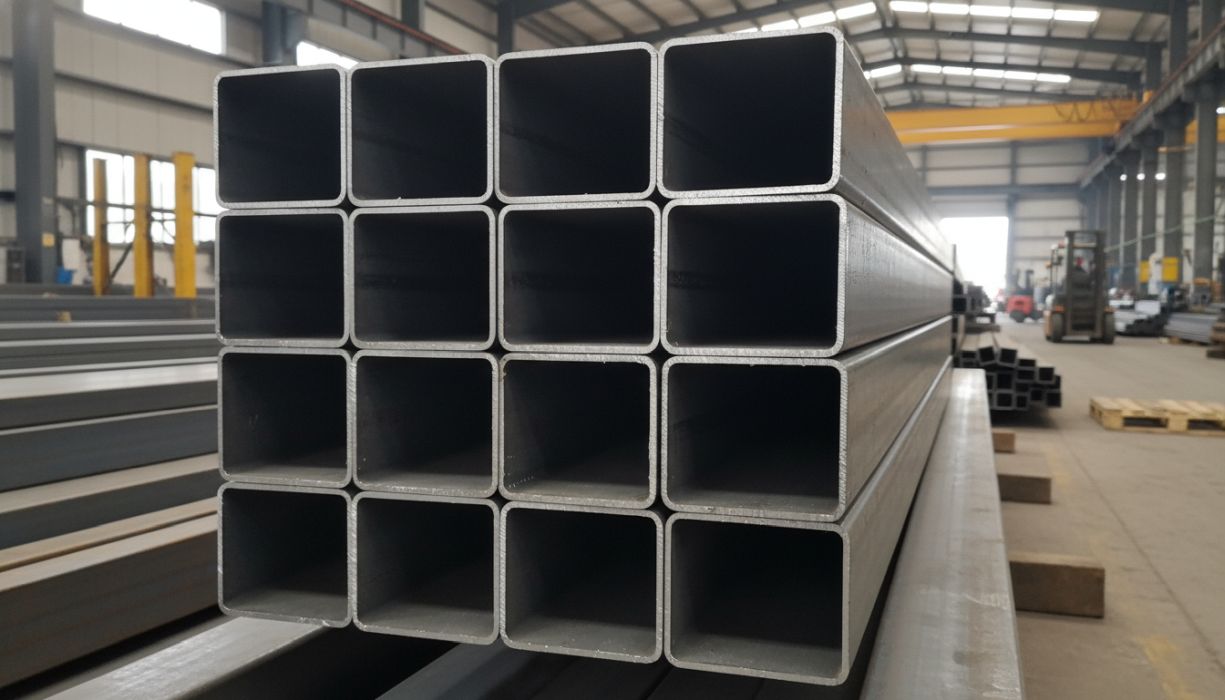
Kare profilin dış yüzey pürüzsüzlüğünü ve korozyon başlangıç ömrünü belirleyen en büyük metalurjik üretim tercihi, hammaddenin siyah sıcak haddelenmiş sac mı yoksa DKP soğuk haddelenmiş sac mı olduğudur. Sıcak haddelenmiş siyah sacdan üretilen profiller, yüzeylerinde kaba bir hadde tufalı barındırdıkları için genellikle estetiğin önemli olmadığı kaba konstrüksiyon işlerinde veya kalın antipas astarla boyanacak dış cephe karkaslarında ekonomik bir taşıyıcı olarak kullanılırlar. Buna karşın DKP saclardan soğuk çekilmiş kare profiller, üretimleri esnasında aside daldırıldıkları için tamamen tufalsız, açık gri ve cam gibi pürüzsüz bir yüzeye sahip lüks materyallerdir. Yüzeyin bu denli pürüzsüz olması, elektrostatik fırın boya veya krom nikel kaplama işlemlerinde DKP profilin boyayı mıknatıs gibi tutarak muazzam bir estetik şıklık sergilemesini garanti eder. İşleme hızı ve son görsel kalitenin ön planda olduğu atölye projelerinde, DKP kare profil siyah sac muadillerine kıyasla üreticiye inanılmaz bir katma değer ve vitrin cazibesi sunmaktadır.
Kare Profil Teknik Varyasyonları
Yüksek Frekanslı Kaynak (ERW) Teknolojisi
Çelik profil pazarının hacimsel olarak en büyük tonaj dilimini oluşturan ve inşaat piyasasına en ekonomik şekilde sunulan teknik üretim varyasyonu, sac uçlarının ERW (yüksek frekans) kaynak teknolojisidir. Bobinler halinde dilinerek fabrikaya gelen yassı sac şeritleri, peş peşe sıralanmış form merdanelerinden geçerken adım adım kavislenir ve nihai kare şeklini hatasızca alırlar. Kapanma noktasındaki o iki çelik uç, dışarıdan hiçbir kaynak elektrodu kullanılmadan sadece yüksek frekanslı elektrik akımı verilerek saniyeler içerisinde eritilip birbirine kusursuz bir metalurjik bağ ile kaynatılır. Çıkan sıcak kaynak çapağı anında sıyırıcı karbür elmas bıçaklarla dıştan temizlenerek, kare profilin yüzeyine estetik bir pürüzsüzlük kazandırılır. Dikişli üretimin sunduğu bu muazzam otomasyon hızı, kare profillerin inşaat ve otomotiv piyasasına hem bütçe dostu hem de devasa tonajlarda kesintisiz arz edilmesini sağlayan en büyük mühendislik sistemidir.
Soğuk ve Sıcak Şekillendirme İşlemleri
Kare profil malzemelerinin üretim hattında kavis ve form alırken maruz kaldıkları termal sıcaklık işlemleri, malzemenin nihai mekanik karakteristiklerini belirleyen bir diğer hayati metalurjik varyasyon noktasıdır. Soğuk şekillendirilmiş profiller, rulo sacın oda sıcaklığında devasa hidrolik silindirlerle bükülmesiyle üretilir ve bu şiddetli ezilme işlemi malzemeye ekstra bir yüzey pekleşme sertliği kazandırarak akma mukavemetini yukarı yönde çeker. Sıcak şekillendirilmiş ağır profiller ise, malzemenin kristalleşme sıcaklığının üzerine fırınlarda ısıtılarak hamur gibi şekillenmesiyle elde edilir; bu da çeliğin içyapısındaki tüm zorlayıcı artık gerilmeleri sıfırlayarak mükemmel bir süneklik ve kırılmazlık yaratır. Soğuk şekillendirilmiş ürünler genelde yüksek akma dayanımı aranan hafif taşıyıcı karkaslarda avantaj sağlarken, sıcak şekillenmiş kalın profiller ağır dinamik sismik şokların bulunduğu çok katlı projelerde süneklik özelliklerinden dolayı hayati önem taşır. Projeyi çizen statik ofisler, binanın maruz kalacağı ani şok yük tipine ve bulunduğu fay hattı bölgesine göre bu iki termal üretim varyasyonundan en rasyonel olanını resmi şartnameye işlerler.
Kare Profil Üretim Süreçleri
Rulo Dilme ve Form Merdaneleri
Modern demir çelik endüstrisinde bu yapısal ürünlerin imalatı, genellikle devasa çelik sac rulolarının ağır dilme hatlarında milimetrik şeritler halinde kesilmesiyle başlayan entegre bir soğuk şekillendirme (roll-forming) sürecinden geçerek gerçekleşmektedir. Düz ve uzun çelik şeritler, birbirini takip eden ve çeliğe hidrolik basınç uygulayan çoklu merdane kalıplarının arasından büyük bir hızla geçerken adım adım bükülerek nihai kare kutu şeklini kırılmadan kusursuzca alır. Bu çelik merdanelerin yuvarlak formdan kare forma geçiş kalıpları, malzemeyi yavaş yavaş uzatarak ve ezerek o son pürüzsüz köşeli şeklini metale dışarıdan içeriye doğru verir. Makinelerin otomasyon beyinleri tarafından anlık kontrol edilen bu merdane istasyonları, profilin köşelerindeki yırtılmaları engellemek için büküm radyuslarını standartlara tam uyumlu açılarda tutar. Hattın en son aşamasında soğutma ve kalibrasyon işlemlerinden geçen bu profiller, doğrultma makaralarından süzülerek kavis veya eğrilik barındırmadan uçan testere istasyonuna aktarılır.
Uçan Testere ile Boy Kesim ve Paketleme
Üretim bandında saniyede metrelerce hızla akan kaynaklı ve kalibre edilmiş kare profillerin, hattı durdurmadan ve ezmeden istenilen uzunluklarda kesilebilmesi uçan testere (flying saw) otomasyonunun kusursuzluğuyla mümkündür. Bilgisayar kontrollü servo motorlarla profilin akış hızına birebir senkronize olan bu testere ünitesi, malzemenin üzerine kenetlenerek hidrolik bıçağıyla veya diskiyle boruyu sıfır çapakla keser ve anında başlangıç noktasına geri döner. Bu sistem sayesinde müşterinin talep ettiği standart 6 veya 12 metrelik boylar, milimetrik bir toleransla hatasız olarak kesilerek projelerdeki şantiye fire oranlarını tamamen sıfırlar. Kesimi tamamlanan sıcak profiller, konveyör bantlar vasıtasıyla soğuma yataklarına alınır ve burada yüzeyleri çizilmeden otomatik paletleme robotlarıyla altıgen paketler halinde dizilerek çelik çemberlerle sıkıca bağlanır. Paketlenmiş bu ağır tonajlı ürünler, oksitlenmemeleri için üzerine ince bir koruyucu yağ veya antipas astar püskürtülerek stok sahasındaki vinçlerin veya forkliftlerin kollarına güvenle teslim edilir.
Kare Profil Yüzey Kaplamaları
Endüstriyel Kumlama ve Antipas Astar
Sıcak haddeleme üretim bantlarından çıkan ve üzerinde yoğun bir oksit (tufal) tabakası barındıran siyah ham kare profillerin, şantiye alanındaki yağmura ve neme karşı korozyondan korunması amacıyla fabrikasyon olarak uygulanan endüstriyel antipas astar kaplamaları, malzemenin ilk ve en önemli kalkanını oluşturur. Çelik servis merkezlerinde öncelikle kapalı kumlama (sandblasting) makinelerine sokularak SA 2.5 kalitesinde pürüzsüz (mat) metale kadar dövülerek temizlenen profiller, anında yüksek basınçlı püskürtme tabancalarıyla korozyon inhibitörlü (kırmızı/gri) astar boya ile kaplanırlar. Uygulanan bu güçlü sentetik veya epoksi bazlı astar, demir profilleri şantiye ortamında montaj süresince havadaki asidik rutubetin oksitlemesinden (paslandırmasından) koruyan mükemmel bir geçici izolasyon bariyeridir. Atölyedeki makine işleme veya şantiyedeki kaynak işlemleri bittikten ve dikiş yerleri rötuşlandıktan sonra ise, tüm yüzeye uygulanan son kat poliüretan sanayi boyaları sayesinde konstrüksiyon asırlık bir dış koruma zırhına kavuşturulmuş olur. Özellikle görsel (mimari) estetiğin ön planda olduğu kurumsal dış cephe projelerinde istenilen her renk tonuna kusursuzca boyanabilme uyumu sunması, kumlanıp astarlanmış profillerin mimarlar gözündeki en büyük tasarım artısıdır.
Sıcak Daldırma Galvaniz Teknolojisi
Açık hava atmosferik şartlarında ağır yağmura, kara, deniz kenarındaki iyotlu neme ve asidik sanayi ortamlarına karşı ham kare profillerin verdiği o çok zorlu korozyon mücadelesinde en teknolojik ve en sarsılmaz savunma kalkanı, profillerin sıcak daldırma galvaniz (hot-dip galvanizing) teknolojisi ile komple zırhlanmasıdır. Kaynak ve imalat işlemi bitmiş ürünler, asit banyolarında tertemiz edildikten sonra 450 derece sıcaklıkta fokurdayan devasa erimiş çinko havuzlarının içerisine komple daldırıldığında, demirle entegre ayrılmaz kalın ve sert bir çinko-demir alaşımı oluşturur. Bu inanılmaz sızdırmaz sıvı galvaniz zırhı, malzemenin dış gövdesini ve iç boşluklarını tamamen kaplayarak malzemenin havadaki agresif oksijenle olan tüm kimyasal pas bağını kalıcı olarak keser. Galvaniz işlemi tam standartlarda uygulanmış bu çelik taşıyıcılar, tarım seralarında, liman tesislerinde ve açık otoparklarda ortalama kırk ile altmış yıl gibi inanılmaz bir paslanmazlık ve sıfır dış boya bakım maliyetli bir ömür sunar. Kimyasal korozyona karşı gösterdiği bu muazzam katodik koruma yeteneği, galvanizli ürünleri fiyat-fayda oranında diğer tüm klasik boyalı geçici çözümlerin tartışılmaz zirvesine oturtarak sanayicinin cebini uzun vadede korur.
Kare Profil Ağırlık Hesaplamaları
Teorik Metretül Kütle Formülasyonu
Modern inşaat sismik ofislerinde ve devasa çelik tasarım merkezlerinde, tasarlanan projenin temellerine aktaracağı o dev karkas çelik ağırlığının en baştan hesaplanabilmesi için, projede yer alan tüm kare profil ebatlarının metretül başına düşen teorik kütle analizlerinin formüllerle kusursuzca yapılması şarttır. Uluslararası mekanik ve metalürjik çelik normlarında karbon çeliğinin yoğunluk sabiti evrensel olarak 7.85 g/cm³ olarak alınır ve kare malzemenin dış çevre ölçülerinden iç boşluk düşülerek elde edilen net kesit alanı bu 7.85 sabitiyle çarpılarak bir metrelik net ağırlığı hesap makinesiyle veya yazılımla hızla bulunur. Elde edilen bu teorik kilogram/metre verileri, vinç rayı tasarımlarında veya sismik bina (SAP2000) simülasyon analiz programlarında kullanılarak, sistemin kendi zati ölü yükünün net şekilde deşifre edilmesini ve taşıyıcı temellerin çökmemesi için güvenle boyutlandırılmasını sağlar. Profilin kenar ölçüsü veya kalınlığı statik planda sadece birkaç milimetre dahi artırıldığında, yüzlerce metrelik bir çelik projede sisteme ve taşıyıcı tıra tonlarca ekstra kütle bineceği için, makine mühendisi mukavemeti bozmayacak en ince (optimum) et kalınlığını seçerek yatırımcının çelik faturasını dengeler. Yapılan bu hatasız kütle metraj analizleri, aynı zamanda nakliye firmalarının tır dorselerine yasal gabari kantar limitlerini ihlal etmeden kaç bağ profil yükleyebileceklerinin lojistik olarak kusursuzca planlanmasını sağlar.
Kantar Toleransları ve Şantiye Fire Payları
Mühendislik proje ofislerinde standart matematiksel formüllerle ve 3D yazılımlarla hesaplanan o kesin teorik kare profil ağırlıkları ile, çelik haddehanesinin tırı sevkata çıkartırken resmi damgaladığı elektronik kantar tartım fişleri arasında birtakım küçük yüzdesel tonaj sapmalarının oluşması çelik ticaretinin yasal olarak kabul ettiği doğal bir durumdur. Bu beklenen ve normal karşılanan kütlesel oynamalarının ana müsebbibi, TS EN 10219 sıcak haddeleme üretim standartlarının çelik üretimi esnasında malzemenin dış kenar ebatlarına ve sac kalınlığına merdaneler sebebiyle tanıdığı artı/eksi mikronluk yasal üretim tolerans paylarıdır. Üstelik şantiyeye montaj için standart 6 veya 12 metre boylarda inen profiller, atölyede testerelerde açılı gönye kesildiğinde, yere talaş olarak dökülen ufak çelik kırıntıları projede geri döndürülemez bir kütle kaybı (wastage/fire) yaratmaktadır. Deneyimli satın alma uzmanlarının proje sipariş listesini çıkarırken sadece o net 3D proje ürün kütlesini değil, mutlaka bu fabrika pozitif kantar toleranslarını ve minimum %3-5 bandındaki atölye işleme (talaş/uç) fire paylarını sipariş bütçesine opsiyon olarak eklemeleri şantiyede demirsiz kalmamak için yaşamsal bir şarttır. Küresel çelik sektöründeki dürüstlük ilkesi gereği toptan ağır tonajlı faturalandırma ve ödeme süreçleri, hiçbir zaman sadece kağıt üzerindeki katalog değerleri üzerinden değil, daima kalibrasyon sertifikalı otoyol kantarlarından alınan net fiziki tartım sonuçları referans alınarak dürüstçe gerçekleştirilir.
Kare Profil CNC Kesim Teknolojileri
3D Fiber Boru Lazer Optimizasyonu
Endüstri 4.0 normlarıyla sıfır hata toleransında yedek parça üreten modern çelik işleme merkezlerinde, kare profil çubukların şantiyeye montaja gitmeden önceki şekillendirme süreci CNC destekli 3D fiber boru lazer makineleriyle tamamen fütüristik bir teknolojik boyuta atlamıştır. Akıllı bilgisayar beyinleri tarafından milisaniyelerle yönetilen yüksek kilowattlı odaklanmış fiber lazer foton ışınları, dönen o ağır profilin yüzey geometrisini sensörlerle anlık algılayarak otomatik odaklama yapar ve en zorlu delik veya kurt ağzı geçme formlarını hatasızca çıkarır. Devreye alınan bu sofistike optik teknoloji sayesinde, kalın etli ağır profillerde dahi çapaklanma, matkap ucu çapağı veya ısıdan kaynaklanan termal çarpılma oluşmadan jilet keskinliğinde tertemiz montaj delikleri elde edilir. Lazer kesimin mekanik eksenlerinin sunduğu o efsanevi merkezleme hassasiyeti, birbiriyle devasa cıvatalarla eşleşecek kolon ve kiriş parçalarının şantiyede milimetrik olarak birbirine şablon kullanmadan tam oturmasını tereddütsüz garanti altına alır. Klasik sulu şerit testere kesimine veya manuel matkap delmesine kıyasla atölye üretiminin sevk ve kaynak montaj hızını tepe noktasına çıkartarak çelik sanayisine devasa bir operasyonel kârlılık kazandırır.
Şerit Testere ve Fire Minimizasyonu
Kâr marjlarının milimetrik hesaplandığı rekabetçi ağır çelik işleme endüstrisinde, profillerin en hızlı ve en az fireyle ebatlanması için uygulanan modern kesim teknolojileri, fabrikanın üretim ivmesini doğrudan roketlemektedir. Eski tip taş motoru veya oksijen şaloma kesimlerinin yarattığı o derin ısıl yanık ve yamuk kesim hataları, günümüzde hidrolik çift sütunlu elmas uçlu şerit testerelerin o güçlü ve bor yağıyla soğutulan kesim sistemiyle tamamen tarihe karışmıştır. Şerit testereler, 200×200 mm gibi devasa kare kütükleri bile gönyesinden milim şaşmadan açılı olarak pürüzsüzce keserek, parçanın doğrudan frezeye veya kaynağa hiçbir ekstra taşlama gerektirmeden girmesini sağlayarak şantiyede muazzam bir zaman tasarrufu yaratır. Fiber lazer veya testere tezgahlarına entegre çalışan akıllı nesting algoritmaları, 12 metrelik uzun bir profilin gövdesi üzerine kesilecek onlarca farklı açılı bileşeni, aralarında sadece bıçak kalınlığının geçeceği mikronluk boşluklar bırakarak sanal ortamda dizip en kayıpsız şekilde optimize eder. İşletim sisteminin yaptığı bu devasa saniyeler süren hesaplama, çelik malzemenin neredeyse tamamının faydalı ürüne dönüşmesini sağlayarak işletmenin ticari hurda zararını radikal biçimde sonlandırır ve yeşil çelik sürdürülebilirliğine harika bir çevreci katkı yapar.
Kare Profil Montaj Sistemleri
Tam Penetrasyonlu Kaynak Uygulamaları
Endüstriyel kalın etli kare profillerin ve o ağır kütleli taşıyıcı kolonların şantiyede birbirine sismik olarak sarsılmaz bir şekilde bağlanmasını sağlayan en kritik teknolojik yöntem “Tam Penetrasyonlu” ağır kaynak uygulamalarıdır. Sıradan ince saclara atılan ve sadece dış yüzeyi tutturan zayıf kaynakların aksine, ağır kalınlıklı profillerin birleşimi, kaynak telinin ve ısısının iki metali kök boşluğuna kadar eritip adeta yekpare bir alaşıma dönüştürmesini mecburi kılar. Elektrik ark, TIG veya çok pasolu ağır sanayi MIG/MAG kaynak teknikleri kullanılarak atılan bu derin dikişler, her katmanın ardından yüzeydeki cürufun taşlama makinesiyle titizlikle temizlenmesini gerektiren çok ince ustalık isteyen bir süreçtir. Eğer o kaynak dikişi köke tam inmezse veya dikişlerin arasında bir gaz boşluğu kalırsa, devasa bina rüzgarda veya depremde tam da o hatalı kaynak noktasından koparak çöker; bu nedenle kaynak ustasının sertifikası binanın ayakta kalmasının yegane garantisidir. Atılan bu kalın kaynakların metalurjik homojen bağını test etmek için, tüm şantiyelerde kaynak işlemleri bitiminde röntgen veya Ultrasonik (NDT) tahribatsız cihazlarıyla kaynak içleri mühendislerce taranıp onay belgesi verilmek zorundadır.
Ağır Yük Cıvatalı (Bulonlu) Birleşimler
Gökyüzüne tırmanan devasa gökdelen şantiyelerinde veya yoğun rüzgar altındaki dev fabrika hangarlarında, kare profillerin birleştirilmesi için kaynak makinesi yerine yüksek mukavemetli dev cıvataların kullanıldığı bulonlu montaj tekniği, modern inşaatın en sarsılmaz sistemlerinden biridir. İmalat atölyelerinde CNC plazma ve fiber lazer makineleriyle tamamen milimetrik şablonlarla karşılıklı delikler açılmış olan bu devasa çelik kolon ve kirişler, şantiyeye vinçle havaya kaldırıldıklarında sadece özel tork makineleri kullanılarak o devasa ankraj ve bulonlarla adeta bir lego oyuncak seti gibi birbirine kilitlenirler. Kaynak yapılmayan ve tehlikeli ısı barındırmayan bu cıvatalı esnek birleşim noktaları, şiddetli tayfun rüzgarlarının veya deprem sarsıntılarının yarattığı yıkıcı binayı sallama enerjisini, esneme paylarıyla güvenle tolere ederek kaynak çatlaması felaketinin önüne geçerler. Aynı zamanda parçaların sadece vidalar sökülerek tekrar birbirlerinden tamamen demonte edilebildiği bu montaj şekli, tesisin yarın öbür gün başka bir lokasyona taşınması gerektiğinde parçaların tırlara kolayca doldurulmasını sağlayan devasa bir sök-tak avantajı sağlar. Açık hava, rüzgarlı veya yağmurlu şantiye koşullarında kaynak hatası yapma riskini tamamen denklemden silip atan bu ağır yük bulonlu montaj tasarımı, şantiye kurulum süresini ve vinç kiralama sürelerini inanılmaz derecede aşağı çeken akılcı bir çözümdür.
Türkiye Geneli Sevkiyat Bölgemiz
Optimize Edilmiş Lojistik Dağıtım Ağımız
Endüstriyel çelik konstrüksiyon piyasasının kalbinde yer alan o devasa boyutlara sahip ağır tonajlı kare profil demetlerinin fabrikadan atölyelere ve şantiyelere sarsıntısız, güvenli ve gönyesi bozulmadan sevk edilmesi, muazzam bir teknolojik takip ile tecrübeli bir ağır nakliye operasyonu gerektiren en stratejik tedarik sürecidir. Geliştirdiğimiz ulusal lojistik nakliye ağımızla, çelik haddehanelerinden çıkan 6 metre veya 12 metre standart boylardaki CNC lazerlerle şantiyeye göre tamamen projeye özel ebatlanmış paket ürünler, hava süspansiyonlu ve tam donanımlı ağır vasıta tır filolarımızla Türkiye’nin dört bir köşesine hiçbir teslimat gecikmesi yaşatmadan ulaştırılmaktadır. Yükleme ve boşaltma esnasında, kumlanmış veya boyanmış hassas çelik yüzeylerin klasik kalın demir zincirlerle çizilmemesi ve ezilmemesi için, dorselere tavan vinciyle yükleme yapılırken mutlaka endüstriyel esnek poliüretan bez sapanlar kullanılır ve profiller kaymayı önleyen özel ahşap takozlarla dorseye sımsıkı sabitlenir. Uydudan 7/24 kesintisiz izlenebilen dijital filo yönetim yazılımlarımız, aracın o anki tırmandığı dağ yolu hızından şantiye tahliye noktasına olan tahmini varış süresine kadar her veriyi şeffafça ekranlarda işleyerek şantiye şefine mükemmel bir zamanlama koordinasyonu sağlar. Termin montaj randevularına olan bu tavizsiz bağlılığımız, müteahhit firmaların şantiyede boşa saatlerce demir bekleyen pahalı kiralık vinç ve ustalarının devasa yevmiye maliyetlerini tamamen ortadan kaldıran en prestijli kurumsal lojistik güvencesidir.
İl Bazlı Parsiyel ve Kargo Dağıtımları
Müşterimizin hayata geçireceği ağır endüstriyel depo projesi İstanbul gibi büyük bir metropol sanayi sitesinde, veya kışın geçit vermeyen zorlu toprak yollara sahip ücra bir Doğu Anadolu maden şantiyesinde dahi olsa, ülkemizin 81 ilinin tamamını baştan uca kapsayan sarsılmaz bir ağır çelik lojistik dağıtım rotasyonu planlıyoruz. Ege Bölgesi’nin güneş enerjisi (GES) zemin şantiyelerinden Karadeniz’in sarp yamaçlı viyadük projelerine, Marmara’nın mega otomotiv fabrikalarından İç Anadolu’nun devasa tarım siloları imalathanelerine kadar her bölgeye, o çelik yükün gabarisine ve aşırı tonajına en optimum çeker araçları mühendislik mantığıyla yönlendiriyoruz. Stratejik otoyol kavşaklarında konumlandırdığımız bölgesel o devasa lojistik aktarma merkezlerimiz sayesinde, tam 25 tonluk koca bir tırı doldurmayan parsiyel daha ufak bütçeli KOBİ atölye siparişlerini de aynı güzergahta akılcı bir kargo mantığıyla birleştirerek, alıcıların yüksek nakliye navlun bütçelerini piyasanın oldukça altına çekmeyi başarıyoruz. Siparişin fabrikadaki kantar tartım anından, o ağır çelik çubukların vinçle şantiyeye güvenle indirilmesine kadar geçen tüm bu entegre tedarik zinciri, yüzde yüz işçi ve otoyol güvenliği prensibiyle hız kurallarına harfiyen uyarak Endüstri 4.0 normlarında saat gibi kusursuzca tıkır tıkır işlemektedir. Bu kesintisiz tedarik modeli, Türkiye’nin neresinde olursa olsun hiçbir şantiyenin malzemesiz kalarak inşaatın duraklamamasına mutlak garanti vermektedir.
| Türkiye Geneli 81 İle Hizmet Ağımız | |||
|---|---|---|---|
| Adana | Adıyaman | Afyonkarahisar | Ağrı |
| Amasya | Ankara | Antalya | Artvin |
| Aydın | Balıkesir | Bilecik | Bingöl |
| Bitlis | Bolu | Burdur | Bursa |
| Çanakkale | Çankırı | Çorum | Denizli |
| Diyarbakır | Edirne | Elazığ | Erzincan |
| Erzurum | Eskişehir | Gaziantep | Giresun |
| Gümüşhane | Hakkari | Hatay | Isparta |
| Mersin | İstanbul | İzmir | Kars |
| Kastamonu | Kayseri | Kırklareli | Kırşehir |
| Kocaeli | Konya | Kütahya | Malatya |
| Manisa | Kahramanmaraş | Mardin | Muğla |
| Muş | Nevşehir | Niğde | Ordu |
| Rize | Sakarya | Samsun | Siirt |
| Sinop | Sivas | Tekirdağ | Tokat |
| Trabzon | Tunceli | Şanlıurfa | Uşak |
| Van | Yozgat | Zonguldak | Aksaray |
| Bayburt | Karaman | Kırıkkale | Batman |
| Şırnak | Bartın | Ardahan | Iğdır |
| Yalova | Karabük | Kilis | Osmaniye |
| Düzce | – | – | – |
Sık Sorulan Sorular
Kare Profil Üretim Süreci Nasıldır?
Modern demir çelik haddehanelerinde bu sağlam ve kapalı yapısal ürünlerin üretimi, genellikle devasa sac rulolarının dilme hatlarında şeritler halinde kesilmesiyle başlayan entegre bir soğuk şekillendirme (roll-forming) sürecinden geçerek gerçekleşmektedir. Düz çelik şeritler, birbirini takip eden ve çeliğe muazzam bir hidrolik basınç uygulayan çoklu merdane sistemlerinden büyük bir hızla geçirilerek adım adım kavis alır ve kare şeklini kırılmadan kusursuzca oluşturur. Makinelerin bilgisayar beyinleri tarafından milimetrik olarak kavislenen ve tam ortada kapanan iki çelik uç, dışarıdan kaynak teli kullanılmadan yüksek frekanslı elektrik direnç (ERW) kaynağıyla ısıtılarak saniyeler içinde kalıcı olarak birbiriyle kaynatılır. Kaynak sonrası yüzeydeki çapak özel elmas bıçaklarla sıyrılarak profile pürüzsüz bir dış görünüm kazandırılır ve malzeme doğrultma makinelerinden geçerek kusursuz bir gönyeye ulaşır. Üretim bandının en son aşamasında ise bu profiller uçan testerelerle müşterinin siparişte istediği o 6 veya 12 metrelik standart boylarda kesilerek tel çemberlerle paletlenip sevkata hazır hale getirilir.
Kare Profil Korozyona Karşı Nasıl Korunmalıdır?
Temel yapı taşı saf karbon ve demir elementleri olan ham siyah kare profiller, şantiyelerde neme, yağmura ve atmosferik serbest oksijene doğrudan maruz bırakıldığında hızla yüzeyden çürümeye ve kızıl bir paslanma (oksitlenme) eğilimi göstermektedir. Projelerde makine parçası veya açık hava taşıyıcı kolonu olarak kullanılacak olan bu çelik malzemenin dış cephe şartlarına açık kalacağı zorlu senaryolarda, oksidasyonu asırlarca durdurmak için malzemenin sıcak daldırma galvaniz işlemiyle dev sıvı çinko havuzlarında tamamen zırhlanması şartnamelerde mecburen istenir. Eğer profil kapalı fabrika içi veya yalıtımlı çatı altı gibi doğrudan yağmur almayan projelerde kullanılacaksa, atölyede parçanın önce kumlama yapılarak pasından arındırılması ve hemen ardından yüksek kaliteli epoksi bazlı çift kompenantlı antipas boya sistemleriyle astarlanması yeterli ve ekonomik bir korozyon kalkanı vazifesi görecektir. Açık stok sahalarında bekletilen malzemelerin ise korozyon başlamaması adına mutlaka kalın brandalar altında ve zeminle teması kesilerek (takozlar üzerinde) muhafaza edilmesi çok kritik bir stoklama kuralıdır. Paslanmanın metalin et kalınlığını yiyerek statik gücünü zayıflattığı unutulmamalı, profilin kullanılacağı iklim şartlarına en uygun kaplama metodu en baştan mühendislik raporuyla karara bağlanmalıdır.
İdeal Kare Profil Et Kalınlığı Nasıl Seçilir?
Bir ağır endüstriyel makinenin ana şasisinde veya binanın tavan makasında kullanılacak olan kare profil sistemlerinin et kalınlığı seçimi, tamamen o profilin maruz kalacağı o yükün ağırlığına, rüzgar torkuna ve sismik sarsıntı şiddetinin statik yazılımlarında analiz edilmesine doğrudan bağlıdır. Sadece çelik içindeki dekoratif bölmelerinde veya çok hafif geçici sundurma bağlantılarında ince 1.5 mm veya 2.0 mm kalınlık sınıfı, sistemi yormadan fazlasıyla sarsılmaz bir bağlayıcı görev ifa ederek yatırımcıya bütçesel bir hafiflik avantajı yaratır. Ancak sahada ağır devasa köprülü vinçlerin yürüyüş ayakları, devasa fabrika ara kat döşemeleri veya büyük pres makine taşıyıcıları söz konusu ise, malzemenin ezilmesini veya kaynak yerinden yırtılmasını engellemek adına et kalınlıklarının mühendislik güvenlik katsayıları dahilinde minimum 5.0 mm veya 10.0 mm kesitlerde kurgulanması tartışılmaz bir çökme emniyeti zorunluluğudur. Mühendislerin sadece maliyeti düşürmek için et kalınlığından taviz vermesi, ilerleyen yıllarda metal yorgunluğuna ve ani yapısal göçmelere davetiye çıkaran ölümcül bir hesap hatasıdır. Doğru kalınlığın belirlenmesi için malzemenin üzerine binecek ölü ve hareketli tüm yüklerin 3D simülasyon (FEA) programlarında stres testlerinden geçirilmesi, modern mühendisliğin taviz vermediği yegane doğrulama yöntemidir.
Projeye Özel Boy Kesim ve CNC Lazer İşlemi Yapılabilir mi?
Dünya standartlarında yüksek teknolojili faaliyet gösteren entegre çelik profil işleme merkezleri, piyasadaki o standart 6 veya 12 metrelik ticari boyların sınırlarını aşan tamamen o projeye özel butik mühendislik tasarımları için CNC fiber boru lazer kesim imkanları sunmaktadır. Projenizin 3D CAD bilgisayar modeline tam uygun şekilde, devasa 3D fiber lazer hatlarında dönerek işlem gören kalın profiller, şantiyenizdeki kolon-kiriş montaj detaylarına, geçmeli kurt ağzı zıvanalara ve cıvata yuvalarına uygun şekilde sıfır hatayla işlenir. Bu ileri teknolojik üretim bandı, sahada metrelerce havada oluşacak o maliyetli matkap delme işçiliğinin, zorlu oksijen kesimlerinin ve uyumsuzluktan doğan tonlarca hurda fire israf oranlarının önüne tamamen geçerek bütçeyi korur. Tüm bu modern Endüstri 4.0 esneklik imkanları, müteahhit veya çelik üretici firmaların hayal ettikleri en karmaşık çelik taşıyıcı mekanizmaları şantiyede haftalar yerine sadece saatler içinde adeta devasa bir lego seti kurar gibi matkapsız şekilde hızla monte etmesine eşsiz bir operasyonel kârlılık sağlamaktadır. İmalatta firenin ve insan hatasının tamamen robotik sistemlerle ortadan kaldırıldığı bu süreç, çelik konstrüksiyon dünyasının ulaştığı en güvenilir ve hızlı şantiye kurulum metodudur.