
Rulo Sac vs Levha Sac Farkı Fiyatları

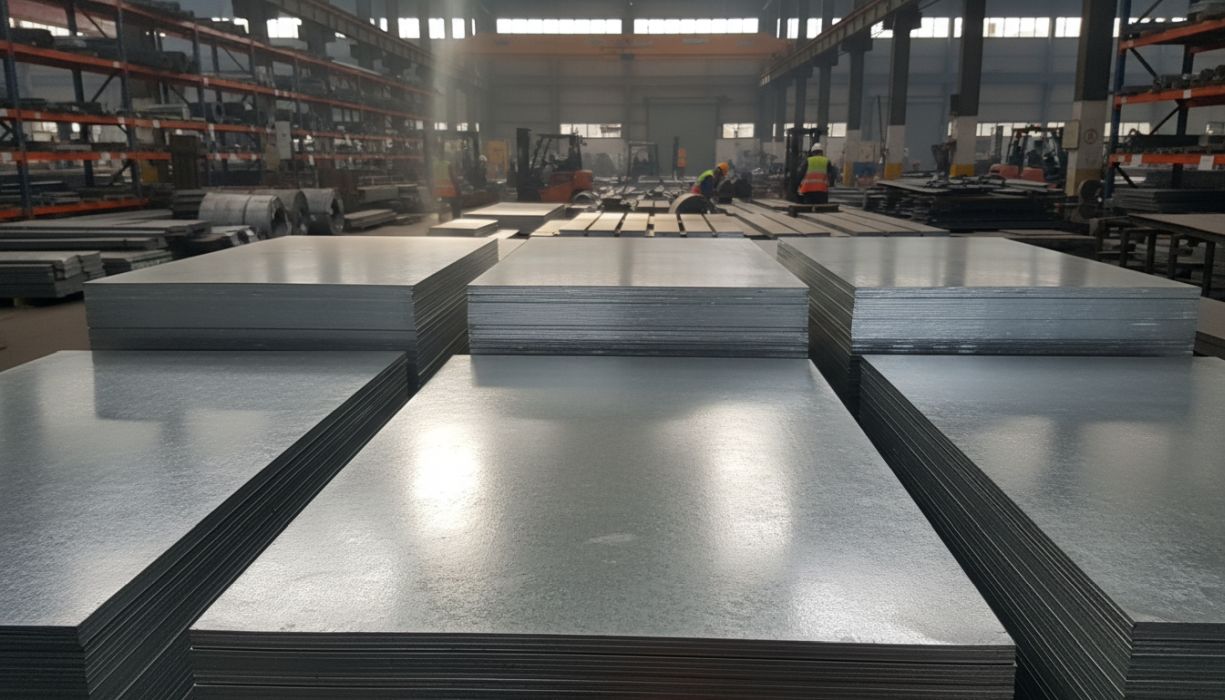
Endüstriyel çelik tedarik zincirinde Rulo Sac vs Levha Sac Farkı fiyatları, malzemenin haddehane çıkış formuna ve lojistik depolama kolaylığına göre doğrudan şekillenmektedir. Özellikle büyük ölçekli fabrikaların yıllık imalat planlamalarında güncel rulo çelik sac fiyatları, toplam proje bütçesinin ana iskeletini oluşturan en kritik maliyet kalemidir. Sacın rulo halinde bobin olarak satın alınması, kendi bünyesinde dilme ve boy kesme hatlarına sahip tesisler için birim maliyetleri ciddi anlamda aşağı çeken stratejik bir satın alma avantajıdır. Levha saclar ise fabrikadan doğrudan ebatlanmış ve kullanıma hazır olarak sevk edildiği için, boy kesim işçiliği maliyetleri fiyata eklendiğinden nispeten daha farklı bir fiyat politikasıyla piyasaya sunulur. Küresel demir cevheri endeksleri ve döviz kurlarındaki günlük dalgalanmalar, her iki formdaki sacın kilogram maliyetlerini borsa tabanlı olarak sürekli ve dinamik şekilde güncellemektedir.
Maliyet Optimizasyonu
Üretim bantlarında doğru malzemenin seçilmesi, fire oranlarını minimuma indirerek işletmeler için muazzam düzeyde bir maliyet optimizasyonu sağlar. İhtiyaç duyulan presleme derinliğine ve lazer kesim planına (nesting) göre sacın rulo mu yoksa levha mı olacağının belirlenmesi bütçeyi güvence altına alır. Şekillendirme esnasında artan kenar fireleri gibi üretim hataları, genellikle yanlış form seçiminden kaynaklandığı için fabrikanın gizli maliyetlerini fark ettirmeden artırabilmektedir. Bu nedenle mühendislik ve satın alma hesaplamalarında malzemenin sadece kilogram birim maliyetinden ziyade, hattaki toplam işleme verimliliği de mutlaka dikkate alınmalıdır. Doğru seçilmiş Rulo Sac vs Levha Sac Farkı parametreleri, yıl sonunda milyonlarca liralık tasarruf kalemi olarak şirket bilançolarına yansımaktadır.
Tonaj Bazlı Alım Avantajları
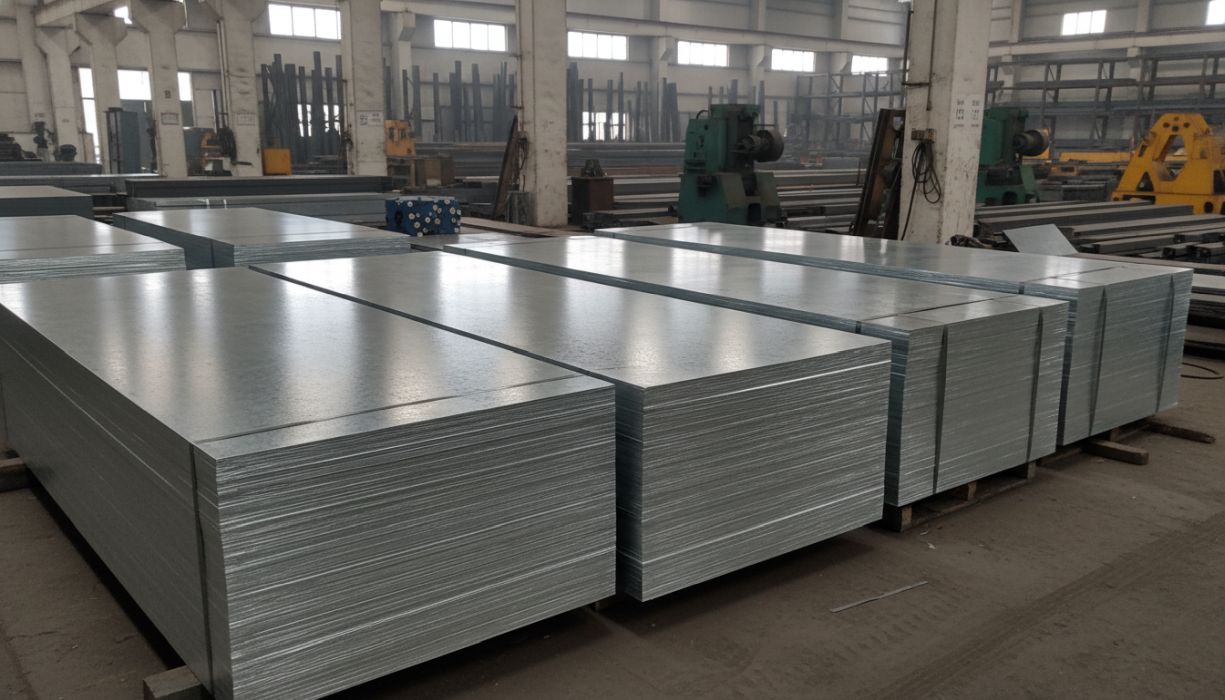
Çelik servis merkezlerinden yapılan fabrika teslimatlı yüksek tonajlı sac alımları, küçük ölçekli perakende veya plaka bazlı alımlara kıyasla her zaman çok daha ekonomik bir profil çizer. Büyük sanayi kuruluşları, yıllık sac tüketim projeksiyonlarını önceden belirleyerek ana üretici haddehanelerle uzun vadeli tedarik ve kota sözleşmeleri imzalarlar. Bu profesyonel sözleşmeler sayesinde hem termin süreleri garanti altına alınır hem de kilogram başına uygulanan özel sanayi iskontolarıyla küresel rekabet gücü artırılır. Lojistik operasyonlarında gemi veya tren katarı ile yapılan binlerce tonluk toplu sevkiyatlar, birim ürüne düşen nakliye maliyetini de önemli ölçüde düşürerek fiyatları dengeler. Rulo sacların gemi ambarlarında üst üste istiflenebilmesi, levha saclara göre navlun tarafında ekstra bir finansal avantaj yaratmaktadır.
| Malzeme Formu | Et Kalınlığı (mm) | Standart Ebat / Format | Tahmini Fiyat |
|---|---|---|---|
| Sıcak Haddelenmiş Rulo | 3.00 mm | 1500 mm Rulo Genişliği | 28.50 TL/KG |
| Soğuk Haddelenmiş Rulo | 1.50 mm | 1200 mm Rulo Genişliği | 33.00 TL/KG |
| Sıcak Haddelenmiş Levha | 10.00 mm | 2000 x 6000 mm Plaka | 31.00 TL/KG |
| Galvanizli Levha Sac | 2.00 mm | 1500 x 3000 mm Plaka | 38.50 TL/KG |
* Güncel fiyat referansı ve detaylı sac tedarik maliyetleri için bakman gereken site şudur; https://oluklusac.com.tr/
Rulo Sac vs Levha Sac Farkı Ebatları

Demir çelik işleme merkezlerinde projeye uygun ebatların seçilmesi, CNC tezgahlarındaki yerleşim planlamasının ve operasyonel verimliliğin tam olarak belkemiğini oluşturur. Fabrika üretim bantlarında Rulo Sac vs Levha Sac Farkı ebatları incelendiğinde, levhaların genellikle 1000×2000 mm ile 2000×6000 mm arasındaki standart ölçülerde stoklandığı görülür. Müşterilerin özel tasarımlarına göre rulolar, boy kesme hatlarında milimetrik uzunluklarda açılarak firesiz özel plakalar haline getirilebilmektedir. Doğru plaka ebadının önceden sipariş edilmesi, lazer kesim sırasındaki sac firesini minimize ederek hammadde israfını tamamen ortadan kaldıran mühendislik kuralıdır. Endüstriyel tesisler, vinç kapasitelerine ve depolama alanlarının mimarisine göre rulo veya paletli levha formları arasında en uygun ebatları tercih etmektedir.
Standart Rulo Genişlikleri
Fabrika çıkışlı devasa sac ruloları, haddeleme tesislerinin teknik kapasitesine bağlı olarak genellikle 1000 mm, 1200 mm veya 1500 mm bant genişliğinde sarılmaktadır. Bu standart endüstriyel genişlikler, tır kasalarındaki taşıma kapasitelerine ve uluslararası denizyolu lojistik standartlarına tam olarak uyum gösterecek şekilde tasarlanmıştır. Rulo formundaki saclar, çelik servis merkezlerine nakledilerek burada açılır ve doğrultma silindirlerinden geçirilerek iç gerilimlerinden arındırılmış düz levhalara dönüştürülür. Rulonun dış çapı ve iç göbek genişliği (mandrel çapı), sac açıcı makinelerinin kapasitesine uygun olacak şekilde evrensel normlarda standartlaştırılmıştır. Bu ebatlama standardizasyonu, dünyanın her yerindeki fabrikaların aynı ruloyu kendi hatlarında kolayca işleyebilmesini sağlar.
Hassas Boy Kesme İşlemleri
Özel imalat yapan otomotiv ve makine fabrikalarının taleplerine göre dev rulo saclar, modern boy kesme hatlarında milimetrik toleranslarla düz levhalar halinde ebatlanır. Uç uca eklenmiş bu doğrultma merdaneleri, malzemenin rulo formundayken aldığı kavis hafızasını silerek cam gibi düz ve pürüzsüz bir plaka formu yaratır. Kesim işlemi esnasında sacın kenarlarında oluşan mikroskobik deformasyonlar, özel giyotin makaslar sayesinde sıfır hatayla temizlenerek net bir kenar profili elde edilir. Özel uzunluklarda ebatlanmış bu düz levhalar, CNC lazer kesim tablalarının standart sınırlarına takılmadan devasa parçaların tek seferde kesilmesine olanak tanır. Boy kesim işlemindeki bu esneklik, Rulo Sac vs Levha Sac Farkı bağlamında rulo sacın endüstriye sunduğu en büyük katma değerli çözümdür.
Rulo Sac vs Levha Sac Farkı Kalınlıkları
Kullanılacak metal parçanın taşıyıcı yapısal mukavemetini belirleyen en kritik fiziksel değişken, malzemenin haddehaneden çıktığı net et kalınlığıdır. Sanayi piyasasında Rulo Sac vs Levha Sac Farkı kalınlıkları değerlendirildiğinde, rulo sacların genellikle 0.30 mm ile 25 mm arasında, levha sacların ise 300 mm’ye kadar ulaşabilen kalınlıklarda üretildiği bilinmektedir. Rulo sarım işlemi, malzemenin kalınlığı arttıkça mekanik olarak imkansız hale geldiğinden, ağır sanayi levhaları zorunlu olarak doğrudan düz plaka şeklinde dökülerek haddelenir. Seçilen bu et kalınlığı, çeliğin pres altındaki şekillendirme potansiyelini ve maruz kalacağı tonlarca ağırlıktaki yük taşıma kapasitesini doğrudan etkiler. Mühendislik departmanları, ürünün toplam ağırlığını ve dinamik dayanımını optimize etmek için uygun kalınlık statik testlerini laboratuvar ortamında simüle ederler.
İnce Kesit Üretimi
Genellikle 0.30 mm ile 2.00 mm arasındaki oldukça ince soğuk haddelenmiş saclar, tamamen rulo formunda üretilerek elektronik, havalandırma ve küçük beyaz eşya aksamlarında yaygınca kullanılır. Bu ince sac bobinleri, gelişmiş tandem soğuk haddeleme tesislerindeki güçlü merdanelerin metali defalarca ezmesiyle kusursuz ve pürüzsüz bir yüzeyle elde edilir. Rulo formundaki uzun ince şeritler, pres hatlarına kesintisiz olarak sürülebildiği için saniyede onlarca parça üreten yüksek hızlı kalıplar için mükemmel bir hammadde kaynağıdır. İnce et kalınlığına sahip sacların plaka halinde taşınması esnasında bükülme ve katlanma riski çok yüksek olduğundan, rulo formu bu ince malzemeler için bir lojistik zorunluluktur. Üretilen ince kesitler, modern tasarımlarda hedeflenen hafiflik ve enerji tasarrufu avantajını sanayiye başarıyla sunar.
Kalın Profil Toleransları
Ağır makine şaselerinde veya gemi inşaatında kullanılan 15 mm ve üzeri kalın formdaki sıcak haddelenmiş levha saclar, maksimum mekanik mukavemet amacıyla özellikle plaka formunda tercih edilir. Bu devasa kalın kesitlerde üretim sürecinde sac levha boyunca uygulanan ultrasonik ve lazerli ölçüm sistemleri, kalınlık toleranslarını milimetrenin onda biri seviyesinde tutar. Homojen bir kalınlık yapısı, CNC plazma veya oksijenli kesim tezgahlarında parametre sapması yaşanmasını engelleyerek kusursuz bir ağır metal parça ebatlaması sağlar. Levha kalınlığının sacın her bölgesinde eşit olması, özellikle ağır kaynak işlemlerinde ısı girdisinin dengeli dağılmasına ve sağlam bir dikiş oluşmasına imkan tanır. Rulo formunda sarılamayacak kadar kalın olan bu dev levhalar, doğrudan döküm kütüklerinin (slab) ileri geri ezilmesiyle yekpare plakalar olarak piyasaya sürülmektedir.
Rulo Sac vs Levha Sac Farkı Ölçüleri
Montaj bantlarında üretilen her bir çelik parçanın kusursuz birleşimi için, kullanılan sac malzemenin geometrik ölçü sadakati hayati önem taşımaktadır. İşleme merkezlerindeki Rulo Sac vs Levha Sac Farkı ölçüleri, sacın formuna göre CNC kontrol üniteleriyle mikron seviyesinde yeniden kalibre edilmek zorundadır. Fabrikasyon olarak düz gelen levhalar doğrudan kesim masasına alınırken, rulodan açılan sacların mutlaka doğrultma (ütüleme) işleminden geçirilerek iç streslerinden arındırılması gerekir. Plakaların çapraz gönyesinin birbirini tam olarak tutması, kaynak otomasyon robotlarının şaşmadan ve kesintisiz çalışmasını garanti altına alan temel geometri kuralıdır. Hatalı doğrultulmuş veya yanlış ebatlandırılmış levhalar, üretim bandında hizalama problemlerine ve seri üretimde ciddi montaj kayıplarına yol açar.
İşlenebilir Plaka Limitleri
Sanayide aktif olarak kullanılan modern CNC lazer kesim tablaları, sac plakaların işlenebilecek maksimum en ve boy genişliklerini fiziksel kapalı kabin ölçüleriyle sınırlandırır. Günümüzde yaygın olan 1500×3000 mm veya 2000×4000 mm boyutlarındaki lazer tezgahları, bu standart fabrika çıkışlı levhaları rahatlıkla işleyebilecek sağlam kapasitededir. Rulo Sac vs Levha Sac Farkı söz konusu olduğunda, rulo saclar boy kesme hatları sayesinde sınır tanımayan özel uzunluklarda (örneğin 12 metre) kesilerek plaka limitlerini tamamen ortadan kaldırır. Plaka boyutlarının üretim hattı taşıma sistemlerine ve vinçlerin kaldırma tonajlarına uygun olarak tasarlanması, işletme içi lojistik hasarları önlemenin birincil kuralıdır. Doğru ebat sınırlarının belirlenmesi, parçaların kesim tablasına tek seferde sığmasını sağlayarak gereksiz kaynak eklemelerini bitirir.
CNC Kesim Hassasiyeti
Gelişmiş CNC fiber lazer ve yüksek çözünürlüklü plazma makineleri, sac ebatlaması sırasında on binde bir milimetrelik muazzam bir ölçüsel hassasiyet standardı sunmaktadır. Uzman mühendislerin CAD/CAM yazılımlarıyla hazırladığı karmaşık yerleşim planları (nesting), makine beynine aktarılarak dev levha veya rulo açılımı üzerindeki fire oranı tamamen sıfıra yaklaştırılır. Lazerin odaklanmış yüksek enerjili ışını, malzemede ısıl deformasyon yaratmadan çok dar bir kesim izi (kerf) oluşturarak ölçülerin bozulmasını profesyonelce engeller. Levha saclar kendi ağırlıklarıyla tablaya tam oturduğundan, kesim esnasında titreşim yapmayarak lazerin odak noktasını hiçbir şekilde bozmaz. Böylelikle her defasında ölçüleri birbiriyle tamamen aynı ve kusursuz olan on binlerce standart metal parça başarıyla üretilmiş olur.
Rulo Sac vs Levha Sac Farkı Kaliteleri
Demir çelik endüstrisinde kullanılan malzemeler, karbon oranlarına ve mekanik esnekliklerine göre uluslararası kalite normlarıyla titizlikle sınıflandırılır. Temel metalurjik açıdan bakıldığında Rulo Sac vs Levha Sac Farkı kaliteleri, malzemenin rulo olarak sarılıp sarılamayacağı üzerinden de endüstriyel bir ayrım yaratmaktadır. Yüksek mukavemetli zırh çelikleri veya aşınmaya dayanıklı hardox tarzı çelikler aşırı sert oldukları için rulo formuna gelmez ve doğrudan levha olarak haddelenir. Buna karşın DC01 veya DX51D gibi derin çekme esnekliğine sahip yumuşak çelikler, üretim hızını maksimize etmek için tamamen rulo formunda piyasaya sürülürler. Kalite seviyesi değiştikçe çeliğin içyapısındaki alaşım elementleri değiştirilerek malzemenin kullanım amacına en uygun formül elde edilir.
Soğuk ve Sıcak Şekillendirme Potansiyeli
Yumuşak kaliteye sahip soğuk rulo saclar, endüstriyel fırınlarda önceden ısıtılmaya ihtiyaç duymadan oda sıcaklığında mükemmel bir üç boyutlu form alma yeteneği sunarlar. Kaliteli sacların akma sınırının oldukça düşük tutulması, güçlü hidrolik pres darbeleri altında malzemenin kırılmadan ve yırtılmadan kolayca bükülmesini garanti eder. Levha sac grubu ise daha çok kalın ve sert karbon çeliklerinden oluştuğu için, keskin açılı bükümlerde mikro çatlakları önlemek adına sıcak şekillendirme (ısıtarak bükme) işlemine ihtiyaç duyabilir. Malzemenin süneklik katsayısı yüksek olduğunda, çok keskin abkant kıvrımlarında dahi metalin dış yüzeyinde istenmeyen kaplama dökülmeleri kesinlikle görülmez. Bu üstün şekillendirme özellikleri, seri üretim yapan metal atölyelerinde takım ve kalıp ömürlerini uzatarak ciddi bir sarf malzeme tasarrufu oluşturur.
Ekstra Derin Çekme Kabiliyeti
Otomotiv kaporta dış parçaları veya banyo küvetleri gibi ekstra derin kavisli kalıplarda şekillenecek çelikler, muhakkak rulo formundaki yumuşak derin çekme serilerinden seçilir. Bu malzemelerin olağanüstü uzama gösteren esnek kristal yapısı, pres esnasında metalin kalıp içine homojen şekilde akmasını sağlayarak incelme veya kopma riskini yok eder. Derin çekme işlemi sırasında çeliğin yüzey bütünlüğünü başarıyla koruması, boya veya nikelaj sonrasında görsel dalgalanma oluşumunu kesin bir şekilde engellemektedir. Levha saclar ise yapısı gereği yüksek karbon barındırdığından, derin kavisli preslemeler yerine düzlemsel yapısal taşıyıcı kolonlarda kullanılarak mükemmel stabilite sunarlar. Sacın kalıp yüzeyine gösterdiği bu sünek adaptasyon, sıfır hata toleransıyla çalışan modern beyaz eşya sanayisinin tartışılmaz bir numaralı hammaddesidir.
Rulo Sac vs Levha Sac Farkı Karşılaştırmaları
Bağımsız akredite laboratuvarlarda yapılan çekme ve eğme testleri, farklı üretim formlarındaki çeliklerin çalışma karakterine nasıl yansıdığını bilimsel olarak kanıtlamaktadır. Yayınlanan Rulo Sac vs Levha Sac Farkı karşılaştırmaları, levha sacların ağırlıklı olarak statik taşıma kapasitesinde, rulo sacların ise dinamik şekil alma yeteneğinde zirveye oynadığını gösterir. Standart inşaat bağlantı plakalarında doğrudan ebatlı gelen levha sac ekonomik bir çözüm sağlarken, sürekli besleme gerektiren roll-forming hatlarında rulo sac kullanmak zorunlu bir mühendislik şartıdır. Her iki malzeme formunun üretim hatlarındaki pratik deneme basımları (try-out), bilgisayar destekli bu mekanik karşılaştırmaların gerçek dünyadaki somut çalışma performansını her zaman onaylar. Mühendisler, projenin imalat hızını ve istenen parça kalitesini göz önüne alarak bu iki devasa form arasında kritik bir tercih yaparlar.
Akma Dayanımı Analizleri
Gemi veya köprü yapımında kullanılan kalın levha saclarda akma dayanımı kasıtlı olarak en yüksek seviyelerde tutularak binlerce tonluk yüklere karşı bükülmez bir iskelet oluşturulur. Ancak seri üretimde basılacak rulo sac formlarında ise, malzemenin geri yaylanma (springback) etkisini kırmak amacıyla akma sınırı bilinçli bir şekilde düşürülür. Akma sınırının düşük olması, ince rulo sac levhanın uygulanan mekanik pres gücüne karşı direnç göstermeden kalıbın nihai şeklini saniyeler içinde almasını sağlar. Ağır levhaların yüksek akma sınırı, deprem veya rüzgar gibi yanal yükler karşısında yapının esnemesine izin vererek plastik deformasyonu tamamen engeller. Bu mühendislik mukavemet parametresi, sacın kullanılacağı alandaki can ve mal güvenliğini doğrudan belirleyen en hayati yapısal güvenlik faktörüdür.
Kopma ve Uzama Oranları
Endüstriyel çekme test cihazlarında numunelerin kopmadan önceki maksimum uzama kapasitesi hassas sensörlerle ölçülerek malzemenin esneklik sınıfı kesinleştirilir. Otomotiv sanayisine rulo halinde sevk edilen üstün kaliteli form sacları, yapısal bütünlüklerini bozmadan devasa yüzde uzama değerleri göstererek pres gerilimi altında kesinlikle yırtılmazlar. Daha kalın ve sert üretilen yapısal levha saclar ise çekme anında uzamaktan ziyade doğrudan kopma noktasına ulaşarak gevrek (sert) bir karakter tablosu çizer. Yüksek uzama kabiliyeti gerektiren kompleks otomotiv şasi yan panellerinin tek parça halinde presten çıkartılabilmesi sadece yumuşak rulo çeliklerle mümkündür. Çelik laboratuvarından çıkan bu resmi kopma ve uzama grafikleri, kalıp tasarımcılarına uygulanabilecek maksimum pres basıncının güvenli sınırlarını gösterir.
Kalınlık Rulo Sac vs Levha Sac Farkı
Devasa çelik konstrüksiyon projelerinde veya zarif endüstriyel tasarımlarda, sacın mekanik statik kalitesi ve profil inceliği birbirini her an dengelemesi gereken kritik faktörlerdir. Fiziksel dayanım ve form testlerinde Kalınlık Rulo Sac vs Levha Sac Farkı ele alındığında, kalınlık arttıkça malzemenin rulo formundan mecburen çıkarak levha formuna büründüğü açıkça görülür. İleri soğuk haddeleme teknikleriyle üretilen rulo saclar, aşırı ince formlarda dahi derin çekme esnekliklerinden ve yüzey pürüzsüzlüğünden asla hiçbir taviz vermezler. Hat boyunca kurulan lazer ve ultrasonik tabanlı kalınlık ölçüm tarayıcıları, dökümden çıkan bobinin veya dev plakanın başından sonuna kadar ölçü sürekliliğini durmaksızın denetler. Et kalınlığının projeye tam uygun olması, final montajında parçaların birbiriyle sıfır boşlukla (tolerance fit) örtüşmesini sağlayan temel unsurdur.
Haddehane Üretim Limitleri
Dünya standartlarındaki entegre modern çelik haddehaneleri, sıvı çeliği devasa döner merdaneler arasında ezerek istenilen nihai milimetrik kalınlığa veya santimetrelik levhaya başarıyla getirir. Bu şiddetli tonajlı ezme işlemi sayesinde, malzemenin yüzeyindeki tüm mikroskobik döküm boşlukları giderilerek kusursuz yoğunlukta yekpare bir çelik dokusu yaratılmış olur. Sıcak haddelemeden çıkan kalın levhalar soğuma yataklarında bekletilirken, ince kalınlıklara inmesi planlanan saclar yoluna devam ederek soğuk haddeleme ünitesinde rulo halinde sarılır. Belirlenen uluslararası DIN ölçü sınırlarının dışına çıkan kalınlık üretimleri, kalite kontrol aşamasında sensörler tarafından hemen tespit edilerek hurdaya veya ikinci kaliteye (2.kalite) ayrılır. Bu katı ayrıştırma sistemi, sanayiciye her zaman vaat edilen standart kalınlıkta güvenilir ve garantili malzeme ulaşmasını sağlar.
Hassas Tasarım Çözümleri
Ağırlığın büyük bir sorun yarattığı ileri havacılık ve hassas medikal elektronik sanayisinde kullanılan saclar, olağanüstü derecede ince tolerans limitlerine sahiptir ve sadece rulo olarak üretilir. Düşük et kalınlığı kullanılarak tasarlanan kıvrımlı muhafaza parçaları, ürünlerin genel mekanik ağırlığını düşürürken estetik ergonomiyi kusursuz hale getirir. Özel mikro alaşımlandırma teknikleri sayesinde bu ince rulo saclar, standart kalın levha sacların gösterebildiği mekanik mukavemet değerlerine başarıyla ulaşır. Bu ince ancak sağlam tasarımlar, malzeme miktarından tasarruf sağlamasının yanı sıra nakliye esnasındaki karbon ayak izini ve yakıt maliyetlerini de olumlu yönde aşağı çeker. Levhaların ağırlık dezavantajı karşısında rulo sacların sunduğu bu hafiflik, modern mobilite çağının en temel çelik mühendisliği gereksinimidir.
Muadil Kalite Karşılaştırması Rulo Sac vs Levha Sac Farkı
Sanayide aktif imalata geçilmeden önce, şirketin AR-GE ve mühendislik ofisleri farklı çelik formları arasında detaylı fizibilite ve mekanik eşdeğerlik raporları hazırlamak zorundadır. Dev çelik projelerinde uygulanan Muadil Kalite Karşılaştırması Rulo Sac vs Levha Sac Farkı, sacın sadece soğuk formlanabilme yeteneğini değil aynı zamanda iç piyasadaki anlık pazar bulunabilirliğini de ölçer. Statik konstrüksiyon işlerinde genel kullanıma uygun olan, özellikle kalın levha formundaki ST 37 sac gibi malzemeler yapısal taşıyıcılık söz konusu olduğunda daima ilk sırayı alır. Ancak işlem ağır taşıyıcılıktan ziyade seri şekillendirmeye ve derin kavisli otomotiv bükümlerine geldiğinde, mühendisler ST 37 levha yerine doğrudan esnek DC serisi rulo sacları şartnameye eklerler. Rulo ve levha formları arasındaki doğru ve isabetli muadil seçimi, projeyi anlamsız hurda firesinden kurtararak üretim tesisinin rekabetçi bütçesini doğrudan koruma altına alır.
Genel Yapısal Çelik Kıyaslaması
Karbon çelik sınıfında yer alan standart ST serisi alaşımlar, ağırlıklı olarak kalın levha formunda inşaat şantiyelerinde, vinç üretiminde ve ağır makine sektöründe yüksek statik dayanım için tüketilir. Soğuk haddelenmiş rulo saclar ise bu sert ve kırılgan yapısal mukavemeti bilinçli olarak bir kenara bırakıp tamamen kıvrım esnekliğine ve yüzey kusursuzluğuna odaklanırlar. Kalın levha çeliklerle dar açılı soğuk kıvrım denemesi yapıldığında malzemenin dış radyal yüzeyinde derhal kılcal çatlamalar başlarken, esnek rulo çelikler cam gibi pürüzsüz bir dış bombeli yüzey sunar. Parçanın kullanılacağı yerdeki işlevine göre; rijit bir dayanım mı yoksa esnek bir şekillendirilebilirlik mi gerektiği sorusu, seçilecek formun rulo mu levha mı olacağını net olarak ayırır. Bu iki form, aslında aynı sıvı çelikten doğmasına rağmen haddehanedeki son işlemlerle tamamen farklı iki endüstriyel karaktere bürünür.
Uluslararası Norm Eşdeğerleri
Küresel çelik piyasalarında üretilen rulo ve levha formundaki saclar, DIN EN 10025 (Yapısal Çelikler) veya EN 10130 (Soğuk Şekillendirme Çelikleri) gibi Avrupa malzeme normlarına sıkı sıkıya bağlı kalınarak belgelendirilir. İster rulo olarak sarılsın ister dev bir plaka olarak dökülsün, her malzemenin mekanik karakteri standart bir kalite sertifikası ile uluslararası dilde tanımlanmıştır. Bu net ve şeffaf uluslararası normasyonlar, okyanus ötesi ithalat ve ihracat süreçlerinde dünyanın neresinde olursanız olun tamamen aynı mekanik özelliklerde malzemeyi hatasız almanızı sağlar. Global üretim ve tedarik zincirlerinde uluslararası onaylı normların zorunlu olarak kullanılması, tedarikçilerin spesifikasyonlara tam uygunlukta hammadde teslim etmesinin temel teknik güvencesidir. Şirketler arası Rulo Sac vs Levha Sac Farkı anlaşmazlıkları, sadece bu kabul görmüş uluslararası test normları referans alınarak anında çözüme kavuşturulur.
Teknik Varyasyonlar Rulo Sac vs Levha Sac Farkı
Yüksek fırınlardaki eriyik çeliğin kimyasal formülasyonuna pota metalurjisi aşamasında yapılan minik element ilaveleri, malzemenin haddeleme sonrası alacağı nihai mekanik davranışı radikal şekilde değiştirmektedir. Çelik üretimindeki Teknik Varyasyonlar Rulo Sac vs Levha Sac Farkı özelliklerini, döküm içeriğindeki karbon oranının on binde birlik düzeydeki son derece hassas değişimleri yaratır. Karbon miktarındaki bu bilinçli düşüş, rulo olarak sarılacak çeliğin içyapısını pamuk gibi yumuşatarak pres altındaki sünekliğini maksimize eden en temel alaşımlandırma hamlesidir. Kalın levhalar için ise mangan ve silisyum artırılarak malzemenin darbelere karşı zırh gibi sertleşmesi (tokluk) hedeflenmektedir. Eriyik aşamasında sıvıya özel olarak eklenen alüminyum katkısı, rulo sacların stok sahasında aylarca beklerken sertleşmesini (yaşlanmasını) profesyonelce durdurur.
Düşük Karbon Alaşımının Gücü
Soğuk presleme işlemine girecek rulo saclarda karbon elementinin kasten minimum seviyelerde (yüzde 0.10’un altında) tutulması, malzemenin kristal yapısının abkant altında gevrekleşip kopmasını kesinlikle önler. İçerikteki bu ekstra düşük karbonlu kimyasal kompozisyon, ince sacın MIG/MAG veya robotik lazer sistemleriyle sorunsuz ve sıçrantısız kaynak edilebilirliğini kusursuz bir seviyeye taşır. Karbonun alaşımdan izole edilmesiyle birlikte malzemenin yüzey sertliği büyük oranda düşer, bu da CNC zımba veya yüksek vurmalı pres makinelerindeki çelik kalıp aşınmalarını ciddi oranda yavaşlatır. Sanayide planlanan şekillendirme geometrisi ne kadar dar ve zorsa, seçilecek rulo sacın karbon oranı da o denli düşük ve saf olmak zorundadır. Levha saclarda ise dayanım şart olduğu için karbon oranı yüksek tutulur ve esneklikten mecburen feragat edilir.
Mangan ve Safiyet Değerleri
Sıvı çelik üretim fırınlarına atılan belirli dozdaki hassas mangan elementleri, rulo veya levha sacın iç mikroyapısındaki tanecik (grain) sınırlarını güçlendirerek çekirdekte homojen bir kalite oluşturur. Kaynak sırasında sıcak yırtılmalara neden olan fosfor ve kükürt gibi istenmeyen kirlilik elementlerinin argon üflemeyle potada rafine edilerek en aza indirilmesi mecburi bir standarttır. Kimyasal safiyeti en üst düzeye çıkarılmış bu nitelikli levha ve rulo çelik saclar, termal plazma torçlarının altında olağanüstü temiz, çapaksız ve cürufsuz bir kesim kalitesi bırakır. Alüminyum tel kullanılarak eriyik çelik içindeki serbest azot moleküllerinin hapsedilmesi işlemi, malzeme yüzeyinde ileride oluşabilecek gözle görülmeyen kılcal kusurların kalıcı olarak önüne geçer. Teknik kimyadaki tüm bu varyasyonlar, sacı basit bir demir yığını olmaktan çıkarıp ileri teknoloji ürünü bir alaşıma dönüştürür.
Tüm Kalite Sınıflarında Rulo Sac vs Levha Sac Farkı
Modern demir çelik tesislerinde sıcak veya soğuk haddeden nihai ürün olarak çıkan her bir bobin veya levha, ilgili mekanik ve kimyasal şartnamelere uygunluğunu ispatlamak için zorlu tahribatlı kalite kontrollerine tabi tutulur. Kalite departmanlarında Tüm Kalite Sınıflarında Rulo Sac vs Levha Sac Farkı normlarının gerektirdiği çekme, kopma, darbe (charpy) ve uzama verileri dijital sistemlerce anlık kayıt altına alınır. Elde edilen bu kritik sayısal mukavemet değerleri, doğrudan müşteriye sunulan barkodlu fabrika kalite sertifikasının değiştirilemez ve yasal teknik verilerini oluşturur. Kesintisiz otomasyonla rijit bir şekilde uygulanan bu standart test kontrolleri, çok uluslu otomotiv ve beyaz eşya fabrikalarının kendi hat üretim kalitelerini stabil tutabilmelerinin en büyük garantörüdür. Testlerden geçemeyen bobin veya levhalar kesinlikle A kalite olarak satışa sunulmaz.
Laboratuvar Test Doğrulamaları
Son teknolojiyle donatılmış çelik kalite laboratuvarlarında CNC tezgahlarda hazırlanan küçük çekme numuneleri, DIN ve ASTM uluslararası normlarına göre kopma anına kadar şiddetle gerilerek test edilir. Test makinesinin gelişmiş sensörleri, metal malzemenin akmaya başladığı kritik anı ve tam olarak ikiye ayrıldığı kopma sırasındaki milimetrik toplam uzamayı (elongation) anında grafiğe döker. Üretim hattından çıkan her bir çelik bobinin başından, ortasından ve son kısmından rastgele alınan farklı numuneler, devasa rulonun tamamında mekanik kalitenin eşit olduğunu bilimsel olarak ispatlar. Test değerlerinde red yiyen veya minimum standartları ucu ucuna karşılayamayan döküm şarjları, anında üretim bandından tecrit edilerek müşteriye olası hatalı ürün gönderimi ihtimali tamamen sıfırlanır. Bu sıkı denetim mekanizması sayesinde piyasadaki kaliteli malzemelerin güvenilirlik statüsü daima zirvede kalır.
Sertlik ve Yaşlanma Testleri
Oda sıcaklığında işlem görmek üzere pres kalıplarına girecek olan rulo sacların, Brinell, Vickers veya Rockwell test cihazlarındaki yüzey ve çekirdek sertlik değerlerinin her zaman nispeten düşük olması istenir. Malzemedeki bu düşük ve yumuşak sertlik dokusu, saniyede onlarca kez darbe vuran milyonlarca liralık takım çeliği pres kalıplarının zamanından çok önce aşınmasını ve körelmesini büyük ölçüde engeller. Soğuk haddelenmiş rulo sacların zaman içerisinde oksijen ve ısıyla temas ederek moleküler düzeyde kendi kendine sertleşmesi (aging/yaşlanma) problemi, üst sınıf kalitelerde alüminyum alaşımları sayesinde minimuma indirilir. Fabrika stoğunda malzemenin aylarca raflarda beklemesi gerekse bile, yaşlanmaya dirençli olarak üretilen bu rulo formlar, ilk preste sanki fabrikadan dün çıkmış gibi mükemmel bir yumuşaklık sergilerler. Levha saclarda ise bu tarz bir yaşlanma ve pres sertliği problemi malzemenin kullanım alanı statik olduğu için göz ardı edilebilir boyuttadır.
Yüzey Türlerinde Rulo Sac vs Levha Sac Farkı
Otomotiv kaportaları, ev aletleri veya ağır sanayi boruları için metalin en dış kaplama dokusu, astar boyanın ve nikelajın tutunma ömrünü tamamen ve kalıcı olarak belirlemektedir. Üretim bandında Yüzey Türlerinde Rulo Sac vs Levha Sac Farkı kıyaslandığında, rulo sacların genellikle estetik endişelerle “A” (standart) ve “B” (ekstra kusursuz pürüzsüz) kalite gibi ince yüzey sınıflarına ayrıldığı görülür. Ağır kalın levha saclarda ise siyah tufal (hadde kabuğu) tabakası genellikle malzemenin üzerinde bırakılır veya kaynak öncesi çelik bilyelerle kumlanarak (sandblasting) pürüzlendirilmiş kaba bir zemin elde edilir. Üzerine yüksek fırın boyası atılacak lüks dış estetik araç panellerinde mutlaka ama mutlaka en ufak bir kılcal çizik hatası olmayan “B” yüzey tipi rulo saclar sipariş edilir. Seçilen bu mikroskobik dış yüzey dokusu, bitmiş final ürününün korozyon direncini, paslanma süresini ve vitrin estetiğini büyük oranda etkilemektedir.
Mat, Yarı Mat ve Parlak Dokular
Soğuk haddeleme hattındaki devasa son geçiş silindirlerinin (skin-pass) özel pürüzlülük ayarına bağlı olarak, üretilen rulo sacın yüzeyi parlak, standart mat veya hafif mikro pürüzlü olarak tesisden çıkar. İleri teknolojiyle hafifçe pürüzlendirilmiş mikroskobik mat zeminli rulo yüzeyler, otomotiv astar sıvı boyasının metale kılcal damarlar gibi çok daha sıkı tutunmasını (ankraj etkisi) harika şekilde sağlar. Tamamen ayna parlaklığında çıkarılan pürüzsüz rulo yüzeyler ise, daha çok endüstriyel fırınlar için dekoratif nikel, krom veya kalay kaplama yapılacak özel şık parçalar için fabrikalara sevk edilir. Devasa merdane silindirlerinin yüzey aşınma hassasiyeti lazerle saniye saniye izlenerek, üretilen çelik rulonun metrelerce başından sonuna kadar tamamen aynı pürüzlülük (Ra) değerinin kusursuzca korunması garanti altına alınır.
Yağlı ve Kuru Korozyon Koruması
Atmosferdeki doğal nem oranları nedeniyle çok çabuk paslanarak (oksitlenerek) çürüyen soğuk sac ruloları, fabrikadan sevk edilmeden önce mutlaka ince koruyucu bir sanayi yağı ile yıkanarak sıkıca streçlenir. Püskürtülen bu görünmez ince yağlı koruma filmi sayesinde, okyanus gemi yolculukları gibi uzun lojistik süreçlerinde veya rutubetli ağır depo şartlarında sacın korozyona uğraması tamamen önlenir. Şayet sevk edilen rulo veya levha sac fabrikaya ulaştığı gibi derhal pres hattına sürülüp oradan alkali yıkama ve fırınlama ünitesine girecekse doğrudan kuru (yağlanmamış) yüzey olarak da haddehaneden özel sipariş edilebilir. CNC fiber lazer kesim esnasında metal yüzeyindeki bu sanayi yağının oluşturduğu optik bozucu duman problemi ise, tezgaha entegre edilen yüksek vakumlu duman emiş sistemleriyle anında bertaraf edilmektedir.
Yüzey Pürüzlülük Değerleri
Her bir sac formunun uluslararası laboratuvarlarda kabul edilen spesifik bir yüzey pürüzlülük referans değeri (Ra mikron) kalite sertifikasında mecburi olarak yer almaktadır. Yüzey pürüzlülüğü, malzemenin üzerine kaplanacak çinkonun veya epoksi boyanın metrekare bazında ne kadar sarfiyat yaratacağını hesaplamak için kullanılan temel bir kimya endeksidir. Düşük pürüzlülüğe sahip cam gibi levhalar daha az boya çekerken, kumlanmış kalın ağır levhalar mükemmel bir yapışma sağlasa da boya sarfiyatını gözle görülür şekilde artırır. Müşteri beklentilerine göre, haddeleme silindirleri özel asitlerle veya kumlama yöntemiyle pürüzlendirilerek saca basılacak dokunun tam deseni mühendislik hesaplarıyla önceden belirlenir.
Galvaniz Kaplama Süreçleri
Çıplak siyah sacların dış doğa koşullarına, yağmura ve neme karşı dayanımını artırmak amacıyla rulo saclar sıcak daldırma yöntemiyle eriyik çinko havuzundan geçirilerek galvanizlenir. Çinko atomları çelik sacın yüzeyine metalurjik bağlarla sıkıca tutunarak paslanmaya karşı kendini feda eden (katodik koruma) devasa bir zırh bariyeri oluşturur. Galvanizlenmiş rulo saclar, yapı inşaatlarında havalandırma kanalı olarak veya çatı yalıtım sistemlerinde dış atmosfere doğrudan maruz bırakılarak onlarca yıl çürümeden güvenle kullanılır. Kalın yapısal levhalar ise boyutları sebebiyle rulo hatlarına giremediğinden, genellikle nihai parça kaynaklanıp tamamen birleştirildikten sonra dev çinko kazanlarına batırılarak kaplanmaktadır.
Endüstriyel İşleme Rulo Sac vs Levha Sac Farkı
Global fabrikaların tam otomasyonlu yüksek teknolojik makine parkurlarında fason olarak işlenen metaller için malzemenin lazerde kesilebilirliği ve preste şekillendirilebilirliği en çok aranan mühendislik kriteridir. Sanayide Endüstriyel İşleme Rulo Sac vs Levha Sac Farkı teknikleri yakından incelendiğinde, ince rulo sacların sürekli beslemeli eksantrik preslere, düz plaka levhaların ise CNC abkant büküm makinelerine harika bir adaptasyon gösterdiği bilimsel bir gerçektir. Fiber lazer tablalarında ayna pürüzsüzlüğünde ve çok yüksek hızda çapaksız olarak kesilerek ebatlanan levha plakalar, ardından gelen tonajlı büküm aşamasında sıfır mikro çatlak ile milimetrik forma sokulur. Çelik malzemesindeki bu muazzam moleküler süneklik ve operatör dostu işlenebilirlik seviyesi, dev sanayi montaj tesislerinin gece gündüz vardiya üretim hızlarını ciddi oranda katlayarak büyütür.
Kesintisiz Pres ve Abkant Uyumu
Üstün akışkan yapıdaki derin çekme soğuk rulo saclar, devasa tonajlı endüstriyel hidrolik preslerde moleküler olarak yırtılmadan yüksek pahalı çelik kalıbın en zorlu ve derin köşelerine kadar kusursuzca nüfuz eder. Ağır V-kalıp veya dar U-kalıp kullanan gelişmiş CNC abkant tezgâhlarında, elyaf haddeleme yönüne dik yapılan çok keskin açılı bükümlerde dahi dış radyal yüzeyde gözle görülür veya görünmez mikro çatlaklar asla açılmaz. Uzman abkant operatörleri yüksek kaliteli sac malzemenin bükümden sonra geriye yaylanma (springback) yapmadığını bildikleri için, kontrol paneline girilen derece komutlarından hiç sapma yaşanmadan tek seferde doğru montaj açısını kolayca yakalarlar. Bu hurda fire vermeyen ve her defasında aynı formülle tekrarlanabilir işleme kolaylığı, fabrika üretim maliyetlerini düşürdüğü gibi bitmiş son ürünün global kalite standartlarını da maksimum prestij noktasına taşır.
Punta Kaynağı ve Montaj Çözümleri
Sac alaşımının kimyasalındaki çok düşük karbonlu yapı, robotik otomotiv montaj bantlarındaki akıllı hızlı punta kaynak robotları için sıçrantısız, deliksiz ve olağanüstü temiz bir eriyik havuzu reaksiyonu oluşturur. Geleneksel koruyucu argon (TIG) ve endüstriyel gazaltı (MIG/MAG) kaynak metotlarında mükemmel ısı iletimi toleransı sayesinde, birleştirme noktalarında muazzam sağlamlıkta ve sızdırmaz yapısal kaynak dikişleri elde edilir. Ağır kaynak bölgesinin çevresinde yoğun ısıdan etkilenen dar bölgede (HAZ) sonradan sertleşme ve gevrekleşme oluşmadığı için çelik parça yıllar süren dinamik darbe mukavemetini asla kaybetmez. Elektrotların sac yüzeyine tam sıfır boşlukla yapışmasını sağlayan mikroskobik temiz doku, en zorlu montaj ve birleştirme operasyonlarının vardiya boyunca kesintisiz ilerlemesini mümkün kılan gizli kahramandır.
| Malzeme Formu ve Kalite | Kaplama ve Dış Yüzey Durumu | Statik ve Dinamik Dayanım | Temel Endüstriyel Kullanım Alanı |
|---|---|---|---|
| Soğuk Haddelenmiş Rulo Sac | A/B Yüzey, Pürüzsüz, Yağlı veya Kuru Form | Düşük Akma Sınırı, Ekstra Yüksek Esneklik | Otomotiv Kaporta, Beyaz Eşya Kasası, Radyatör Panel |
| Sıcak Haddelenmiş Kalın Levha | Siyah Tufallı Kabuklu, Kumlanmış (Opsiyonel) | Yüksek Çekme Mukavemeti, Statik Yük Direnci | Gemi İnşa Omurgası, Çelik Konstrüksiyon Binalar, Ağır Şasi |
Türkiye Geneli Sevkiyat Bölgemiz
Fabrika çelik servis tesislerimizden özenle tonajlı olarak yüklenen tüm devasa rulo çelikler ve ebatlanmış özel plaka soğuk saclar, uzman uzun araç lojistik filomuzla Türkiye’nin dört bir yanındaki büyük sanayicilere gecikmesiz ulaştırılmaktadır. Ağır pres sacı ve yapısal levha ürünlerinizi otoyol ve nem şartlarında paslanmaya karşı özel streçlenmiş palet ambalajlarla sararak, sıfır hasar güvencesiyle doğrudan fabrika kapınıza veya inşaat şantiyenize tam zamanında teslim ediyoruz.
| Adana | Adıyaman | Afyonkarahisar | Ağrı |
| Amasya | Ankara | Antalya | Artvin |
| Aydın | Balıkesir | Bilecik | Bingöl |
| Bitlis | Bolu | Burdur | Bursa |
| Çanakkale | Çankırı | Çorum | Denizli |
| Diyarbakır | Edirne | Elazığ | Erzincan |
| Erzurum | Eskişehir | Gaziantep | Giresun |
| Gümüşhane | Hakkari | Hatay | Isparta |
| Mersin | İstanbul | İzmir | Kars |
| Kastamonu | Kayseri | Kırklareli | Kırşehir |
| Kocaeli | Konya | Kütahya | Malatya |
| Manisa | Kahramanmaraş | Mardin | Muğla |
| Muş | Nevşehir | Niğde | Ordu |
| Rize | Sakarya | Samsun | Siirt |
| Sinop | Sivas | Tekirdağ | Tokat |
| Trabzon | Tunceli | Şanlıurfa | Uşak |
| Van | Yozgat | Zonguldak | Aksaray |
| Bayburt | Karaman | Kırıkkale | Batman |
| Şırnak | Bartın | Ardahan | Iğdır |
| Yalova | Karabük | Kilis | Osmaniye |
| Düzce |
Sık Sorulan Sorular
Fiyatlandırma politikalarınız nasıl belirleniyor?
Tesisimizde üretilen levha ve rulo sac ürünlerinin fiyatları, talep edilen çelik kalite sınıfına, uygulanacak ekstra ebatlama işçiliğine ve sipariş edilecek toplam yıllık tonajlara göre fabrikamızca şeffaf bir şekilde özel olarak hesaplanmaktadır. Demir çelik piyasasındaki baz fiyatlandırmalarımız, küresel demir cevheri LME endekslerine, enerji maliyetlerine ve güncel döviz kurlarına bağlı kalarak günlük bazda teknolojik bir sistemle dinamik olarak güncellenir. Değerli sanayici iş ortaklarımıza özellikle yüksek metrajlı taahhütlü projelerde, genel fason rulo açma iskontolarına ek olarak projeye özel indirim ve vade oranları sunuyoruz. Tek ve en büyük amacımız, en nitelikli rulo ve levha sacları en optimum maliyet tablolarıyla üreterek değerli sanayicimizin küresel pazardaki rekabet gücünü artıracak o ideal fiyat dengesini kalıcı olarak oluşturmaktır.
Minimum sipariş miktarı (MOQ) nedir?
Ağır haddeleme ve dev boy kesme üretim hatlarımızın enerji, işçilik ve zaman bazlı maksimum verimliliğini korumak amacıyla, doğrudan haddehane dökümlerinde yüksek tonajlı (minimum tır bazlı) siparişler temel standart prosedürümüzdür. Ancak müşterilerimize sunduğumuz üretim programımızın esnekliği sayesinde, devasa stok depomuzda halihazırda mevcut olan standart rulo saclardan butik düzeydeki ebatlama ve özel levha kesim taleplerinize de hiçbir aksama olmadan hızla yanıt verebiliyoruz. AR-GE departmanınızın çalışmaları veya yeni gireceğiniz ihalelerdeki ilk prototip üretimleri için numune niteliğinde olan çok düşük tonajlı özel çelik sac ihtiyaçlarınızı da satış ve mühendislik departmanımız özenle değerlendirmeye almaktadır. Tedarik süreciniz boyunca talep ettiğiniz fatura tonajınız veya üretim adetiniz ne olursa olsun, aynı kusursuz müşteri deneyimini ve yüksek metalurji kalite standartlarını sunmayı şirketimizin temel anayasası olarak benimsiyoruz.
Teslimat süresi ortalama kaç iş günüdür?
Tesis stoklarımızda hazır ebatlarda bulunan standart rulo sacların kalite laboratuvar onayı ve streç ambalajlanarak tırlara sevkiyata hazırlık süreci, ön muhasebe onayının gelmesinin hemen ardından rekor bir hızla sadece 1 ila 3 iş günü içinde tamamlanmaktadır. Eğer şirketinizin siparişi; standart dışı özel dilme bant genişlikleri, ekstra hassas CNC lazer levha kesimi veya yavaş hızda boy kesme rulo ebatlaması gerektiren ince özellikli imalatları kapsıyorsa bu üretim süreci teknik olarak birkaç gün daha uzayabilmektedir. Böylesi toleranslı ve özel olarak formlandırılmış kapsamlı sanayi siparişlerinde kesin teslimat takvimi, makine parkuru doluluk oranlarına göre planlama mühendislerimiz tarafından hesaplanarak tamamen şeffaf bir sözleşme biçiminde tarafınıza bildirilir. Anlaşmalı olduğumuz sigortalı güçlü ağır lojistik tır filomuz sayesinde tonlarca ağırlıktaki çelik ürünleriniz üretim bandından çıktığı gün hiçbir depolama gecikmesi yaşanmadan doğrudan fabrikanıza doğru yola çıkar.
Ürünlerinizde kalite belgesi bulunuyor mu?
Firmamız bünyesindeki haddeleme ve dilme tesislerinden sevk edilen on binlerce tonluk tüm soğuk/sıcak sac ruloları ve plaka levhalar, uluslararası geçerliliği olan ve dünyaca kabul gören EN (European Norm) metalurji standartlarına tam uyumlu şekilde çelik laboratuvarlarında resmi olarak sertifikalandırılmaktadır. Satın aldığınız bu garantili ürünlerin laboratuvar çekme/kopma test sonuçlarını ve üretim potasına ait detaylı kimyasal döküm analiz numaralarını (heat number) eksiksiz olarak içeren EN 10204 3.1 Fabrika Orijinal Kalite Sertifikası basılı olarak fatura irsaliyesi ekinde size imza karşılığı teslim edilir. Yüksek tonajlı üretimimizin kalbe dokunan her bir aşaması, ISO 9001 kalite yönetim sistemleri protokollerine harfiyen uygun olarak devlet onaylı bağımsız denetçi kuruluşlar tarafından habersiz periyodik olarak titizlikle denetlenmektedir. Sunduğumuz bu şeffaf, kayıtlı ve %100 izlenebilir belgelendirme altyapısı sayesinde, katıldığınız zorlu resmi ihale şartnamelerinde veya yurt dışı ihracat gümrük evraklarınızda sac malzemenin menşei konusunda asla hiçbir teknik veya hukuki sorun yaşamazsınız.
