
A516 GR70 vs P355GH Karşılaştırması Fiyatları

Endüstriyel çelik konstrüksiyon ve basınçlı kap imalatı pazarında hammadde tedarik süreçleri, işletmelerin genel yatırım bütçelerini doğrudan etkileyen en temel faktördür. Bu bağlamda A516 GR70 vs P355GH Karşılaştırması fiyatları detaylıca incelendiğinde, üretim hattındaki ısıl işlem (normalizasyon) maliyetlerinin birim etiket fiyatlarına yansıdığı açıkça görülmektedir. Amerikan normlarına uygun A516 Grade 70 saclar ile Avrupa standartlarındaki P355GH kalite çelikler, pazar dinamikleri gereği benzer fiyat bantlarında işlem görse de sertifikasyon talepleri maliyetleri değiştirebilmektedir. Piyasadaki güncel a516 gr 70 kalite sac alım bütçeleri ile P355GH tonaj fiyatları kıyaslanırken, malzemenin maruz kalacağı termal yorgunluk ve basınç değerleri mutlaka optimizasyona dahil edilmelidir.
Küresel Sac Piyasalarındaki Dalgalanmalar
Küresel demir çelik borsalarındaki yassı mamul kurları ve LME demir cevheri endeksleri, sıcak haddelenmiş basınçlı kap çeliklerinin tonaj fiyatlarını günlük olarak değiştiren ana ekonomik parametrelerdir. Ağır sanayi alımlarında A516 GR70 vs P355GH Karşılaştırması maliyetleri TL/KG üzerinden hesaplanırken, sacın rulo veya plaka olarak toplam ağırlığına göre çelik servis merkezleri tarafından özel şantiye iskontoları titizlikle uygulanmaktadır. Enerji ve hammadde fiyatlarındaki anlık dalgalanmalar, standart siyah saclara uygulanan üretim maliyetlerini yukarı çekerek proforma faturaların geçerlilik sürelerini oldukça kısaltır. Satın alma uzmanları, bu fiyat dalgalanmalarından korunmak adına projelerinin kazan sacı ihtiyaçlarını yıllık terminli sözleşmelerle önceden sabitleyerek bütçe risklerini profesyonelce minimize etme yoluna giderler.
Üretim Süreçlerinin Maliyetlere Etkisi
Kızgın çelik kütüklerin haddehanelerde inceltildikten sonra normalize edilerek soğutulması süreci, malzemenin nihai maliyetini belirleyen en kritik ve zorlu endüstriyel üretim aşamasıdır. Üretim teknolojisi bağlamında A516 GR70 vs P355GH Karşılaştırması spektrumunda, ısıl işlem fırınlarının harcadığı enerji giderleri fabrikasyon maliyetlerini standart yapısal çeliklere göre logaritmik olarak artırmaktadır. Yüksek basınca ve sıcaklığa dayanıklı bu özel sacların ultrasonik testlerden geçirilmesi de birim fiyat üzerine eklenen ve kaçınılmaz olan ekstra kalite kontrol maliyetleridir. Bu zorlu termomekanik şekillendirme ve test süreci, yüksek güvenlik arayan imalatçıların uzun ömürlü reaktörler için ödemek zorunda olduğu son derece rasyonel bir performans bedelidir.
| Çelik Kalitesi | Kalınlık (mm) | Standart Plaka Ebadı | Tahmini Birim Fiyatı |
|---|---|---|---|
| A516 Grade 70 Kazan Sacı | 10.00 mm | 2000 x 6000 mm | 35.50 TL/KG |
| P355GH Basınçlı Kap Sacı | 10.00 mm | 2000 x 6000 mm | 34.80 TL/KG |
| A516 Grade 70 Kazan Sacı | 20.00 mm | 2500 x 12000 mm | 36.20 TL/KG |
| P355GH Basınçlı Kap Sacı | 20.00 mm | 2500 x 12000 mm | 35.60 TL/KG |
* Güncel fiyat referansı ve detaylı endüstriyel çelik levha maliyetleri için bakman gereken site şudur; https://oluklusac.com.tr/
A516 GR70 vs P355GH Karşılaştırması Ebatları
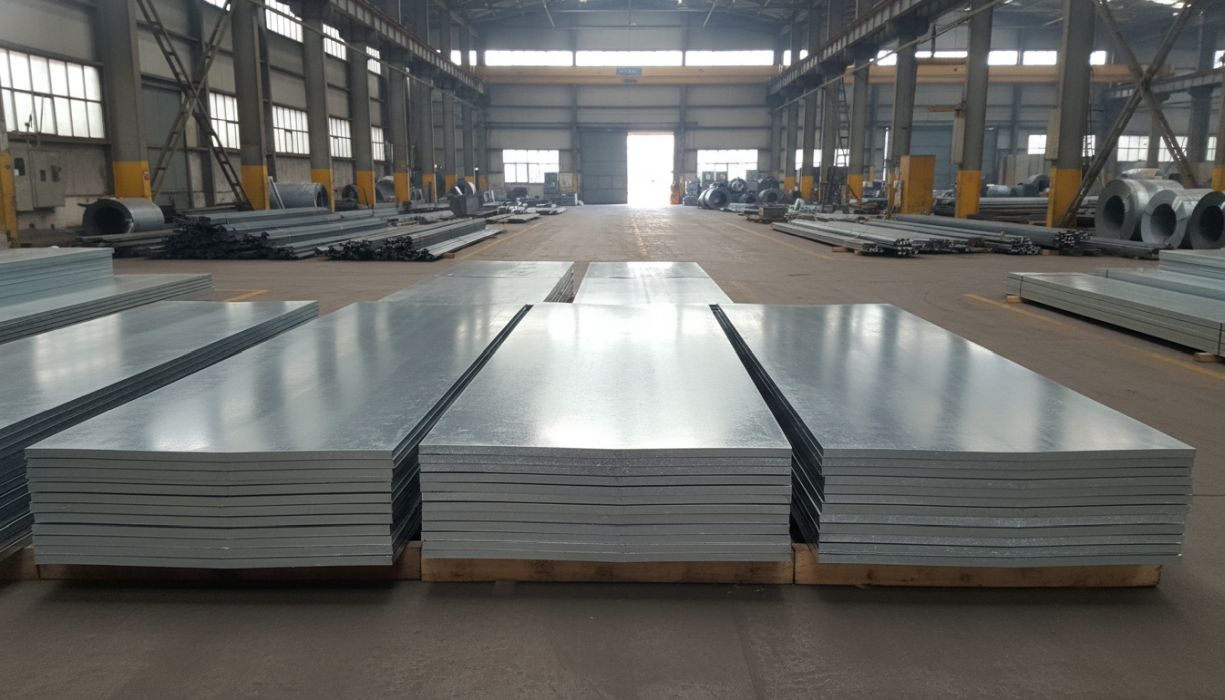
Basınçlı kap ve buhar kazanı projelerinde kullanılacak çelik levhaların boyutları, kaynak dikişlerini minimize etmek için makine karkas ebatlarına doğrudan kusursuz bir uyum sağlamak zorundadır. Boyutsal standartlar açısından A516 GR70 vs P355GH Karşılaştırması ebatları incelendiğinde, bu çeliklerin Avrupa ve Amerikan normlarına bağlı kalınarak genellikle 2000×6000 mm, 2500×12000 mm gibi ağır ticari plaka ölçülerinde stoklandığı açıkça görülür. Lojistik sınırları elverdiği ölçüde silindirik bükümler için devasa paket levhalar (plates) halinde sanayiye sunulan bu malzemeler şantiyede büyük bir imalat hızı sağlarlar. Doğru sac ebatlarının sipariş edilmesi, atölyelerdeki kesim ve kök kaynağı firelerini minimize ederek hurda israfını kesin ve kalıcı bir şekilde engeller.
Standart Rulo ve Plaka Kesimleri
Sıcak haddeleme hatlarından çıkan basınçlı kap çelikleri, yüksek kalınlıkları ve sertlikleri nedeniyle standart düz saclara kıyasla rulo olarak sarılması son derece zor olan ürünlerdir. Endüstriyel kullanımda A516 GR70 vs P355GH Karşılaştırması ebat standartları genellikle doğrudan quarto levha formunda üretilerek tersanelere ve kazan imalatçılarına açık tırlarla sevk edilmektedir. Bu devasa boyutlu levhalar, fabrikalarda özel giyotin hatlarında veya oksijen plazma masalarında müşteri taleplerine göre milimetrik boy kesimleri yapılarak ebatlandırılır. Sacların dev levha halinde tedarik edilmesi, tankların gövdeleri yan yana kaynaklanırken kesintisiz ve boşluksuz bir yapı oluşturulmasını tamamen garantiler.
Lazer ve Plazma Kesim Ebatlandırmaları
Sac işleme merkezlerinde fason ebatlandırma yapılırken, plakaları lazer veya plazma kesim tablalarına sıfır fireyle (nesting) sığdırmak üretim maliyetlerini doğrudan aşağı çeken en önemli CNC yazılım mühendisliğidir. Boyutsal kesimlerde A516 GR70 vs P355GH Karşılaştırması operasyonlarında, lazer tezgâhlarının sensörleri sac yüzeyindeki kalınlık değişimlerini algılayarak optik odak mesafesini dinamik şekilde ayarlamak zorundadır. Bu kalın çeliklerin ebatlandırılmasında genellikle oksijen veya yüksek çözünürlüklü plazma kesim sistemleri çok daha stabil ve verimli bir alternatif olarak devreye girerek mükemmel kaynak ağızları açarlar. Hassas şekilde ebatlanan bu ağır plakalar, dev reaktörlerden enerji santrali türbinlerine kadar her türlü tank formuna tam gönyesinde pürüzsüzce entegre olurlar.
Kalınlık A516 GR70 vs P355GH Karşılaştırması
Sanayi reaktörlerinde ve kimyasal depolama tanklarında malzemenin taşıyacağı iç basıncı ve darbe mukavemetini belirleyen en kritik fiziksel özellik sacın mutlak et kalınlığıdır. Yapısal yükleme limitlerinde Kalınlık A516 GR70 vs P355GH Karşılaştırması mekanikleri değerlendirildiğinde, bu kazan saclarının genellikle 6.00 mm gibi orta kesitlerden başlayıp ağır sanayi için 150.00 mm seviyelerine kadar çıkabildiği görülmektedir. Kalınlık belirtilirken her zaman sacın çalışma sıcaklığındaki sürünme payı ve korozyon toleransı hesaplanarak malzemenin kullanım ömrü mühendislerce güvence altına alınır. Doğru kalınlık seçimi, tankın içerisinde dolaşan tehlikeli gazların ve sıvıların genleşme anında çeliği yırtmasını engelleyen yegane statik ve dinamik güvenlik katsayısıdır.
İnce Kesitli Kazan ve Bombe Uygulamaları
6.00 mm ile 12.00 mm arasındaki kalınlığa sahip normalize çelik levhalar, endüstriyel buhar borularında, kompresör tanklarında ve eşanjör gövdelerinde güvenle ve yoğun olarak kullanılmaktadır. Yük testlerinde Kalınlık A516 GR70 vs P355GH Karşılaştırması incelendiğinde, bu kesitlerde her iki alaşımın da abkant preslerde veya sıvama makinelerinde çatlamadan mükemmel bir bombe formu alabildiği laboratuvar ortamlarında ispatlanmıştır. İnce kalınlıktaki kazan sacları şekillendirilirken, malzemenin homojen tane yapısı sayesinde mikro çatlak riski tamamen sıfırlanarak basınç dayanımı kusursuzca korunur. Bu kesitlerin tercih edilmesi, üretilen tankın toplam ölü zati ağırlığını hafifleterek sevkiyat ve montaj aşamasında yatırımcıya büyük lojistik avantajlar sağlar.
Ağır Sanayi ve Reaktör Karkas Kalınlıkları
20.00 mm ve 150.00 mm arasındaki ekstrem kalın, ağır tonajlı çelik levhalar, petrokimya tesislerinde ve nükleer reaktör çeperlerinde yüksek basınca dayanmak için özel olarak dizayn edilmiş zırh niteliğinde malzemelerdir. Kalın levhaların kaynaklı montajlarında, taban et kalınlığının fazlalığı sayesinde yüksek ısı girdisiyle çok pasolu tam nüfuziyetli kaynaklar yapılarak plakaların birbirine tek bir yekpare metal gibi kilitlenmesi sağlanır. Kalın etli çelik saclar plazma tezgâhlarında işlenirken, malzemenin kalınlığına uygun açılarla kaynak ağzı (bevel) açılarak montaj süreci şantiyede büyük ölçüde kolaylaştırılır. Bu devasa kalınlıktaki ürünler, tonlarca ağırlıktaki buharın sismik titreşimlerini ve termal sarsıntılarını mükemmel bir şekilde emerek emniyetli bir altyapı oluşturur.
A516 GR70 vs P355GH Karşılaştırması Ölçüleri
Endüstriyel basınçlı tank kurulumlarında sac plakaların tam gönyesinde, çapaksız ve ölçüsel olarak sıfır hata ile üretilmiş olması, kaynaklı montajın şantiyede sorunsuz ilerlemesi için vazgeçilmez bir ön şarttır. Geometrik özelliklerde A516 GR70 vs P355GH Karşılaştırması ölçüleri analiz edildiğinde, sıcak haddeleme süreçlerinden geçmiş bu sacların yüzey düzlemselliği (flatness) ve çapraz diyagonal hassasiyetlerinin EN ve ASTM normlarında belirlenen en katı sınırlarda denetlendiği görülür. Yüzeyinde dalgalanma veya kılıçlama (camber) hatası olan bir kazan sacı, silindirik büküm esnasında form bozukluklarına neden olan ve imalatı sekteye uğratan büyük bir boyutsal kusurdur. Bu sebeple üreticiler, ölçüsel toleransları mikrometrelerle doğrulayarak kusursuz hizaya sahip rijit çelik paneller imal ederler.
Düzlemsellik ve Gönyeleme Hassasiyeti
Dikdörtgen formdaki çelik plakaların çapraz ölçülerinin birbirini eksiksiz tutması, malzemenin tam 90 derecelik dik açıyla ebatlandırıldığını ispatlayan en kritik üretim kalite göstergesidir. Robotik veya manuel kaynak operasyonlarında A516 GR70 vs P355GH Karşılaştırması bağlamında, düzlemselliği kusursuz olan plakalar silindir bükme makinelerine girdiğinde kaynak ağızları arasında hiçbir boşluk bırakmayarak harika bir statik bütünlük sunarlar. Rulodan levhaya açım esnasında doğrultma tezgâhlarında uygulanan ters gerilimler, malzemenin içindeki stresi yok ederek zemin üzerinde çarpılma yapmasını kalıcı olarak engeller. Ölçüsel doğruluk, devasa gaz tanklarının bir puzzle gibi milimi milimine hatasız şekilde kaynaklanmasını tamamen garanti altına alır.
Uluslararası Normlara Göre Kalibrasyon
Kalın kazan saclarının üretim toleransları, Avrupa EN 10029 veya Amerikan ASTM A20 standartlarında milimetrik düzeyde belirlenmiş spesifik kurallara sıkı sıkıya bağlıdır. Kesim toleranslarında A516 GR70 vs P355GH Karşılaştırması ele alındığında, genellikle 1.00 mm ile 2.00 mm arasında değişen bu dar sapma paylarının, sacın montaj esnasında flanşlarla oluşturacağı sızdırmazlık katsayısını doğrudan belirlediği saptanmıştır. Toleransların aşılması durumunda, basınç altındaki kaynak dikişlerinde zayıf noktalar oluşacağından tüm imalat süreci tehlikeye girerek malzemenin reddedilmesine sebep olur. Lazer kalibrasyon cihazları, bu milimetrik kalınlık ve genişlik ölçümlerini haddehane çıkışında saniyeler içinde yaparak hatalı dökümleri anında tespit eder.
A516 GR70 vs P355GH Karşılaştırması Kaliteleri
Kazan çeliklerinde malzeme kalite sınıflandırmaları, ürünün içerisindeki karbon oranını, mekanik dayanımını ve yüksek ısı altındaki sürünme direncini net olarak ifade eden mühendislik kimlik kartlarıdır. Metalürjik reçetelerde A516 GR70 vs P355GH Karşılaştırması kaliteleri incelendiğinde, Amerikan normlu A516 GR70 çeliğinin orta ve düşük sıcaklıktaki basınçlı kaplar için üretildiği, Avrupa normlu P355GH’nin ise yüksek sıcaklık şartlarında çalışmak üzere dizayn edildiği görülür. Ortamın korozif yapısı, termal yorgunluk seviyesi ve basınç beklentisi, doğrudan hangi kalite alaşımın sipariş edileceğini dikte eden sarsılmaz ve kati kurallardır. Bu iki kalite de sanayinin ağır yüklerini taşıyan, tamamen izotropik ve temiz bir mikroyapı sergileyen özel üretim alaşımlarıdır.
P355GH Yüksek Isı Direnci Standardı
Avrupa pazarında en çok tüketilen basınçlı kap çeliği olan P355GH, yüksek sıcaklıklarda mekanik özelliklerini koruyabilmesi için normalize edilerek üretilmiş üstün bir karbon çeliğidir. Üretim kabiliyetinde A516 GR70 vs P355GH Karşılaştırması kapsamında, P355GH kalitesinin içerisinde bulunan mikro alaşım elementleri sayesinde 400°C’ye kadar varan sıcaklıklarda dahi güvenle kullanıldığı atölye ortamında test edilmiştir. Yüksek ısılarda malzemenin kristal yapısında karbon çökelmesi yaşatmadan mükemmel bir sürünme direnci sunması, onu enerji santrallerinin bir numaralı tercihi yapar. Bu ticari kalite, ağır termal darbelerde dahi yüzeyinde camlaşma yaşatmadan güvenli bir yüksek basınç döngüsü yaratır.
A516 Grade 70 Karbon Çeliği Karakteristiği
Sürekli basınca maruz kalan rafineri tankları ve ısı dönüştürücü eşanjör gövdelerinde, Amerikan ASME standartlarının bir numaralı tercihi olan A516 GR70 kalitesi üstün bir tokluk ve kaynaklanabilirlik sunar. Yüksek teknolojili alaşımlarda A516 GR70 vs P355GH Karşılaştırması ele alındığında, GR70 çeliğinin minimum 485 MPa çekme mukavemetiyle karbon çeliği yelpazesinde son derece dayanıklı bir sınıf oluşturduğu bilinmektedir. Genellikle orta ve düşük ortam sıcaklıklarındaki kriyojenik olmayan basınçlı kap imalatlarında görev alan bu alaşım, hidrojen çatlamasına (HIC) karşı da özel testlerden geçirilebilir. Bu özel çelik, endüstriyel depolama sistemlerinde patlamaya karşı devasa bir mukavemet duvarı oluşturarak can güvenliğini sağlar.
A516 GR70 vs P355GH Karşılaştırması Karşılaştırmaları
Mimari ve statik proje tasarımcıları, kimyasal tanklar veya buhar kazanları için malzeme seçimi yaparken metallerin termal davranışlarını ve yorulma ömürlerini detaylıca masaya yatırırlar. Saha performanslarında A516 GR70 vs P355GH Karşılaştırması karşılaştırmaları yapıldığında, her iki kalitenin de akma dayanımı olarak birbirine çok yakın değerler sunduğu, ancak standartifikasyon felsefelerinin farklı kıtalara ait olduğu açıkça görülür. P355GH Avrupa normlarının titiz ısı testlerini karşılarken, A516 GR70 Amerikan standartlarının tokluk ve darbe emilimi kriterlerine sıkı sıkıya bağlı kalarak üretilir. İki ürün aslında birbirinin direkt rakibi olmaktan ziyade, global ihale şartnamelerinin bölgesel taleplerini karşılayan mükemmel endüstriyel çelik alternatifleridir.
Çekme ve Akma Mukavemeti Dinamikleri
Kopma (tensile) ve akma (yield) mukavemeti laboratuvar ortamında test edildiğinde, aynı taban kalınlığına sahip olan her iki sac türü de yapısal çekme standartlarını başarıyla ve eşit şekilde karşılarlar. Atalet momenti açısından A516 GR70 vs P355GH Karşılaştırması değerlendirildiğinde, normalize edilmiş bu çeliklerin tamamen pürüzsüz ve homojen bir tanecik yapısı sunduğu, bu sayede dikey esnemeye karşı devasa bir tokluğa sahip olduğu mühendislerce kanıtlanmıştır. Yüksek mukavemet değerleri sacın sadece basınca dayanmasını sağlamakla kalmaz, aynı zamanda levhanın genel rijitliğini artırarak tank cidar kalınlıklarının düşürülmesine olanak tanır. İnce kalınlıkla yüksek basınç taşımak, bu mikroalaşımlı çeliklerin sunduğu en büyük finansal ve yapısal avantajdır.
Charpy V-Çentik Darbe Tokluğu Testleri
Zemin mühendisliğinde ve basınçlı tank tasarımında temel amaç, sıvı veya gazların genleşmesi esnasında malzemenin kırılganlaşarak patlamasını kesin ve net olarak önlemektir. Tokluk testlerinde A516 GR70 vs P355GH Karşılaştırması incelendiğinde, her iki malzemenin de düşük sıcaklıklarda belirli Joule değerlerinde darbe enerjisini kırılmadan emdiği, yani sünek kopma eğilimi gösterdiği saptanmıştır. A516 GR70 çeliği Amerikan standartlarında çentik darbe testlerine göre özel olarak sipariş edilebilirken, P355GH standart olarak tokluk garantisiyle banttan her zaman inmektedir. Malzemenin bu darbe emici yapısı, kış şartlarında açık havada çalışan reaktörlerin termal şoklardan zarar görmesini fiziksel olarak engeller.
| Çelik Kalitesi | Kaplama (Yüzey) Durumu | Mekanik Dayanım Özelliği | Temel Kullanım Alanı |
|---|---|---|---|
| A516 Grade 70 (ASTM) | Siyah Tufallı / Normalize | Orta Isı, Yüksek Çentik Darbe Tokluğu | Ham Petrol Tankları, Basınçlı Kaplar, Eşanjörler |
| P355GH (EN 10028-2) | Siyah Tufallı / Normalize | Yüksek Isı Sürünme Direnci, Mükemmel Akma | Buhar Kazanları, Termik Santraller, Endüstriyel Borular |
Muadil Kalite Karşılaştırması A516 GR70 vs P355GH Karşılaştırması
Endüstriyel imalat sanayisinde veya devasa şantiye şartnamelerinde tedarik zinciri sorunları yaşandığında, mühendisler projenin yürümesi için uluslararası çelik normları arasındaki çapraz eşdeğerliklere (muadiliyet) başvururlar. Tolerans esnekliklerinde Muadil Kalite Karşılaştırması A516 GR70 vs P355GH Karşılaştırması üzerinden bir değerlendirme yapıldığında, her iki malzemenin de eğer normalize edilmiş formda sipariş edilmişse yapısal olarak birbirinin yerine sorunsuz kullanılabileceği mekanik bir gerçektir. Müşteri projede ASTM normu şart koşmuş olsa dahi, eğer ortamda benzer termal basınç varsa mühendisler P355GH sacını doğrudan muadil olarak onay sürecine başarıyla sunabilirler. Normlar arası bu türden teknik geçişler, satın alma ve kalite departmanlarına büyük bir üretim esnekliği kazandırarak imalatı hızlandırır.
ST 37 Yapısal Çeliği ile Asla Karıştırılmamalı
Geçmiş yıllardan bu yana inşaat jargonunun en popüler terimi olan ST 37 sac, sadece genel taşıyıcı konstrüksiyon işlerinde kullanılan basit ve yaygın bir karbon çeliğidir. Malzeme spesifikasyonlarında Muadil Kalite Karşılaştırması A516 GR70 vs P355GH Karşılaştırması için yapısal bir taban çeliği arandığında, basınçlı kap saclarının asla ST 37 veya S235JR gibi ticari çeliklerle muadil gösterilemeyeceği kesin bir teknik kuraldır. Basınç altında bu standart çeliklerin hızla yırtılacağı ve genleşeceği laboratuvar testleriyle defalarca kanıtlanmıştır. Basınçlı tanklarda sadece bu iş için özel testlerden geçirilmiş (P ve GR sınıfı) sertifikalı kazan saclarının kullanılması kanuni bir zorunluluktur.
DIN ve EN Normlarında Çapraz Eşdeğerlik
Eski Alman normu olan DIN standartlarında P355GH çeliğinin en bilinen muadili ve karşılığı 19Mn6 veya kazan sacı argosunda H II kalitesi olarak adlandırılmaktadır. Küresel projelerde Muadil Kalite Karşılaştırması A516 GR70 vs P355GH Karşılaştırması tabloları incelendiğinde, bu kazan saclarının Avrupa ve Amerikan standartlarında akma ve çekme mukavemeti sınırlarının adeta kopya edilmişçesine örtüştüğü net bir şekilde görülecektir. Satın alma uzmanları, ellerindeki malzeme ihtiyaç listesini (BOM) bu muadiliyet tablolarına göre filtreleyerek piyasada en hızlı bulunabilen sertifikalı kazan sacını şantiyeye çekerler. Her iki kalite de bağımsız denetçiler tarafından 3.2 sertifikasyonuyla belgelendirildiğinde küresel olarak tam eşdeğer kabul edilerek üretim bandına alınabilir.
Teknik Varyasyonlar A516 GR70 vs P355GH Karşılaştırması
Sıcak haddeleme tesislerindeki devasa merdaneler yassı çeliği ezerken, aynı zamanda fırınlardaki soğuma hızlarıyla oynayarak malzemenin termomekanik dış kimliğini ve iç tanecik boyutunu kökten belirler. Üretim bandında Teknik Varyasyonlar A516 GR70 vs P355GH Karşılaştırması olarak incelendiğinde, basınçlı kap çeliklerinin standart formların ötesinde HIC dirençli veya NACE MR0175 standartlarına uygun özel varyasyonlarıyla da sanayiye sunulduğu görülür. Standart siyah sacın üzerine uygulanan bu ısıl ve kimyasal varyasyonlar, çeliğin ağır asidik ve hidrojen yüklü ortamlarda mikroskobik çatlak vermeden çalışmasını kusursuzca sağlar. Varyasyon tipi, reaktörün kullanım amacına göre şekillenen en kritik sipariş ve tasarım detaylarından biridir.
Normalizasyon (N) Isıl İşlem Varyasyonu
Çeliğin haddeleme sonrasında kritik sıcaklığın üzerine kadar ısıtılıp ardından havada yavaşça soğumaya bırakılması işlemi olan normalizasyon, bu kazan saclarının tartışılmaz ve zorunlu bir özelliğidir. Şekillendirme tesislerinde Teknik Varyasyonlar A516 GR70 vs P355GH Karşılaştırması analizinde, normalizasyon işlemi sayesinde malzemenin içindeki iri taneli kristal yapıların çok daha ince, sıkı ve homojen bir ağ yapısına dönüştüğü bilinmektedir. Bu ince taneli yapı, çeliğin yüksek basınç altındaki sünme direncini artırırken aynı zamanda düşük derecelerde sünek kalmasını sağlayarak camlaşmasını engeller. Normalize edilmemiş bir sacın basınçlı kazan imalatında kullanılması, tüm statik hesaplamaları altüst eden büyük bir risktir.
HIC Dirençli (NACE) Özel Dökümler
Petrol rafinerilerinde ham petrolün içerisinde bulunan hidrojen sülfür gazı, standart çeliklerin yapısına sızarak malzemenin iç kısımlarında kabarcıklar ve hidrojen çatlakları yaratır. Ekstrem şartlarda Teknik Varyasyonlar A516 GR70 vs P355GH Karşılaştırması yapıldığında, her iki kalitenin de çelikhane aşamasında kükürt ve fosfor oranları çok düşük seviyelere çekilerek vakum altında gazı alınmış (vacuum degassed) HIC testli varyasyonlar olarak üretilebildiği görülür. Bu özel varyantlar, petrokimya tesislerindeki en aşındırıcı ve zehirli gaz reaksiyonlarına karşı çeliğin moleküler direncini maksimize eden ileri teknoloji ürünleridir. Temiz döküm işlemi, malzemenin rafineri operasyon ömrünü tam ikiye katlar.
Tüm Yüzey Türleri A516 GR70 vs P355GH Karşılaştırması
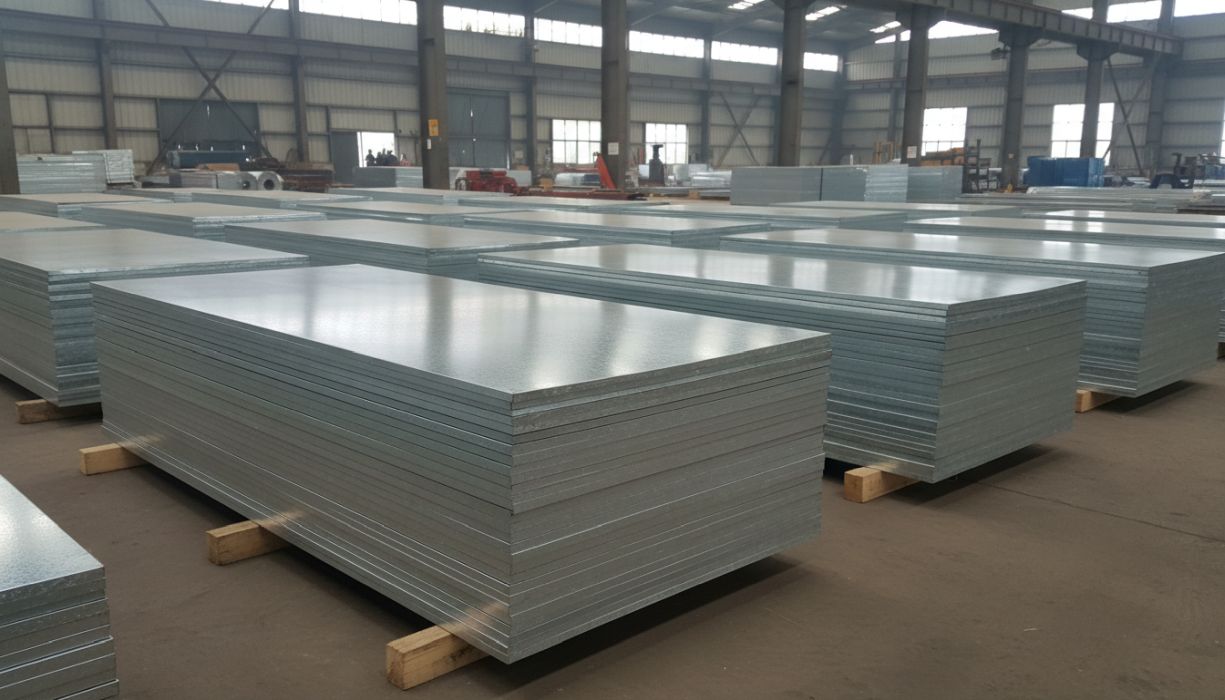
Çelik levhaların haddehaneden çıktığındaki ham fiziksel görünümü, üzerine uygulanacak endüstriyel astar boyanın tutunma performansını doğrudan etkileyen vazgeçilmez bir dış kimliktir. Dokusal ve kimyasal bazda Tüm Yüzey Türleri A516 GR70 vs P355GH Karşılaştırması değerlendirildiğinde, sıcak haddelenmiş basınçlı kap çeliklerinin tabiatı gereği yüzeylerinde kalın bir demir oksit (tufal) tabakası barındırdığı net olarak görülür. Kaynak ve imalat aşamasından önce bu kalın tufal tabakasının kumlama yöntemiyle sökülüp atılması, kaynak hatalarını önlemek ve korozyon bariyerini güçlendirmek için kati bir mühendislik şartıdır. Yüzey kondisyonu işlemi, epoksi boya sistemleriyle çeliğin moleküler düzeyde kilitlenmesini sağlayan en kritik hazırlık safhasıdır.
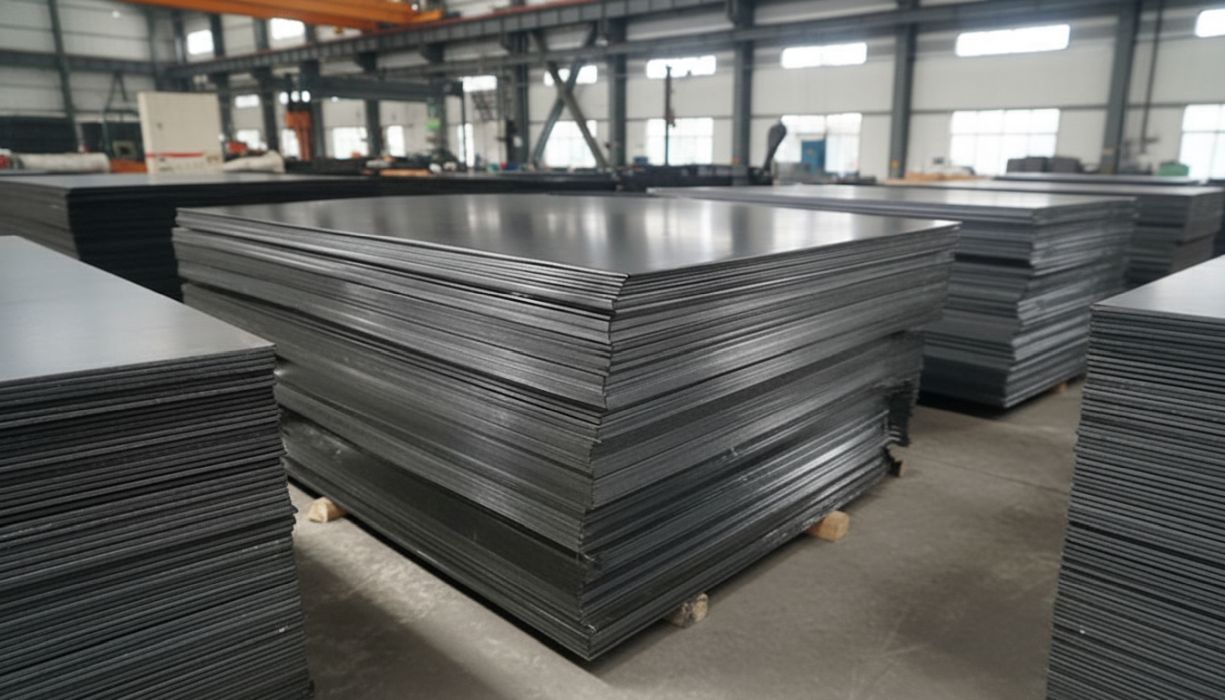
Siyah Hadde (Tufallı) Doğal Yüzeyler
Binlerce derece ısıda ezilen kütüklerin soğuma esnasında havayla ilk teması sonucu oluşan tufal tabakası, malzemenin depo ortamında paslanmasını yavaşlatan organik bir fabrika zırhıdır. Ağır sanayi imalatlarında Tüm Yüzey Türleri A516 GR70 vs P355GH Karşılaştırması ele alındığında, bu tufallı doğal yüzey, eğer malzeme CNC plazma tezgahlarında kesilecekse hiçbir engel teşkil etmeden rahatlıkla işlem görebilecek yapıdadır. Ancak lazer kesim teknolojisi kullanılacaksa, tufalın kalınlığı ışının yansımasına veya kesim kalitesinin bozulmasına yol açabileceğinden yüzeydeki bu pürüzlerin giderilmesi önem taşır. Üreticiler ağır malzemeyi müşteriye daima bu doğal siyah tufallı yüzey formuyla sevk ederler.
SA 2.5 Kumlama ve Astar Standartları
Özellikle petrokimya endüstrisinde veya kazan imalatlarında, korozyon önleyici epoksi boyaların sac yüzeyindeki gözeneklere kusursuz tutunabilmesi için tufal tabakasının yüksek basınçlı çelik bilyelerle sökülmesi mekanik bir zorunluluktur. Uluslararası ISO 8501-1 boya zemin hazırlığı standartlarında SA 2.5 seviyesi, metal yüzeyinin kirliliklerden tamamen temizlenerek gümüşsü ve pürüzlü bir zemin dokusu kazandırılmasını net bir şekilde tanımlar. Kumlanmış ve neme karşı savunmasız kalmış bu levhalar, dakikalar içinde çinko zengin özel ön imalat astarlarıyla kaplanarak kaynak işlemine kadar paslanmaktan %100 oranında korunurlar. Bu yüzey işlemi, yüksek tonajlı kazanların boya dökülmelerini tamamen engelleyen temel kalite kriteridir.
Basınç ve Isı Direnci A516 GR70 vs P355GH Karşılaştırması
Katı yakıtlı termik santral kazanları veya kimyasal depolama tankları, çelik metali içeriden dışarıya doğru sürekli bir genleşme stresine ve termal yorgunluğa maruz bırakır. Aşırı çalışma şartlarında Basınç ve Isı Direnci A516 GR70 vs P355GH Karşılaştırması sorusunun cevabı, bu iki ürünün alaşım felsefesini ve termal stabilite vizyonunu ortaya koyan en keskin teknik detaydır. Her iki çelik de standart yapı çeliklerinin aksine, yüksek basınç altında deforme olmayacak, mikro çatlaklar vermeyecek ve moleküler bağlarını koparmayacak şekilde üstün mühendislik testleriyle özel olarak geliştirilmişlerdir. Olası bir sistem aşırı ısınmasında dahi malzemenin sünme (creep) yapmayarak rijit formunu koruması, devasa çevre felaketlerini önleyen yegane faktördür.
Yüksek Sıcaklıklarda Sürünme (Creep) Direnci
Metaller, kendi akma sınırlarının çok altındaki yüklerde bile yüksek sıcaklıklara uzun süre maruz kaldıklarında plastik bir hamur gibi uzamaya başlayarak form kaybederler. Termal testlerde Basınç ve Isı Direnci A516 GR70 vs P355GH Karşılaştırması ekseninde P355GH çeliğinin, 400°C’yi bulan sıcaklıklarda dahi bu sürünme etkisini kilitleyerek kazan formunun şişmesini veya patlamasını kesin olarak engellediği kanıtlanmıştır. A516 GR70 ise orta ve düşük sıcaklıklardaki mükemmel tokluk özelliği sayesinde basıncı homojen dağıtarak sistemde tam mekanik güvenlik sağlar. İçlerindeki manganez ve silisyum dengesi, ısıl şokların metali yormasını yavaşlatan en güçlü koruyucu metalürjik ajanlardır.
İç Basınç ve Genleşme Kontrolü
Buhar jeneratörleri veya sıkıştırılmış hava tanklarında, akışkanın iç çeperlere uyguladığı radyal basınç (hoop stress), sacın dış liflerinde yırtıcı bir gerilim ve esneme yaratır. Normalize edilmiş ince taneli bu basınçlı kap çelikleri, elastik bölgelerinin çok geniş olması sebebiyle ani basınç dalgalanmalarını esneyerek absorbe eder ve tankın patlama eşiğini muazzam derecede yukarı çekerler. Silindirik olarak bükülmüş tank gövdelerinde malzemenin homojenliği sayesinde basınç çeliğin her noktasına eşit dağılarak zayıf bölge oluşumu tamamen engellenir. Bu sayede ağır enerji santrallerindeki kazan daireleri yıllarca en ufak bir genleşme sızıntısı yapmadan aralıksız olarak çalışabilirler.
Kaynaklanabilirlik A516 GR70 vs P355GH Karşılaştırması
Kalın çelik plakaların atölye ortamında silindirik tanklara veya bombelere dönüştürülmek üzere kaynatılması, üretim tesislerinin işleme pratikliğini ve metalürjik uzmanlığını sınayan en önemli aşamalardan biridir. İmalat performansında Kaynaklanabilirlik A516 GR70 vs P355GH Karşılaştırması incelendiğinde, bu düşük ve orta karbonlu alaşımların her ikisinin de standart ark, gazaltı ve tozaltı kaynak operasyonlarına kusursuz bir şekilde uyum sağladığı görülür. Ancak kalınlık 30 mm’yi geçtiğinde, kaynak öncesi ön ısıtma ve kaynak sonrası ısıl işlem uygulanması, kaynak bölgesindeki hidrojen çatlaklarını yok etmek adına kanuni bir şantiye kuralıdır. Malzemenin kaynağa verdiği bu uyumlu tepki, tesislerdeki üretim kalitesini ve hızını doğrudan olumlu yönde belirler.
Çok Pasolu Tozaltı Kaynağı (SAW) Uyumu
Büyük çaplı endüstriyel kazanların boyuna ve çevresel kaynak dikişleri, X-ray kalitesinde hatasız sonuç almak için tam otomatik tozaltı kaynak robotlarıyla milimetrik olarak gerçekleştirilir. Otomasyonlu kaynaklarda Kaynaklanabilirlik A516 GR70 vs P355GH Karşılaştırması dinamikleri değerlendirildiğinde, bu çeliklerin yüksek ısı girdisine maruz kaldıklarında bile sertleşme ve gevrekleşme yaşatmadığı ispatlanmıştır. Doğru akım ve voltaj değerleriyle ergitilen kaynak teli, kazan sacının içine mükemmel bir penetrasyon sağlayarak ana metalle aynı kopma direncine sahip kusursuz dikişler yaratır. Bu tozaltı kaynak uyumu, imalat sürelerini manuel kaynağa göre on kata kadar hızlandıran çok büyük bir endüstriyel avantajdır.
Ön Isıtma ve Kaynak Sonrası Gerilim Giderme
Kalın basınçlı kap plakalarının kaynağı sırasında, ani ısı değişimlerinin malzeme içyapısında oluşturabileceği soğuk çatlakları engellemek için kaynak bölgesi rezistanslı örtülerle mutlaka önceden ısıtılır. Kaynak işlemi bittikten sonra ise, tank bütünüyle devasa fırınlara sokularak 600°C civarında yavaşça ısıtılır ve kaynak esnasında oluşan metalürjik termal stresler tamamen yok edilir (PWHT). Bu gerilim giderme tavlaması, kazan çeliklerinin operasyon sırasında basınca karşı yorulma ömrünü uzatan ve çatlak ilerlemesini durduran en hayati termal prosedürdür. Bu zorunlu işlemler, yüksek kalınlıktaki tüm A516 ve P355GH tank projelerinde kalite güvencesinin değişmez temel adımlarıdır.
Endüstriyel İşlenebilirlik A516 GR70 vs P355GH Karşılaştırması
Bir yassı çeliğin CNC tezgahlarda, kalın silindir büküm makinelerinde veya delik delme istasyonlarında takımlara zarar vermeden hızlıca işlenebilmesi imalat optimizasyonunun en büyük anahtarıdır. Atölye ortamında Endüstriyel İşlenebilirlik A516 GR70 vs P355GH Karşılaştırması kıyaslandığında, bu kazan saclarının yüksek tokluk değerleri sayesinde büküm esnasında dış liflerinde mikro yırtılmalar oluşturmadan kolayca dairesel form alabildiği saptanmıştır. Yüksek akma mukavemetinden dolayı standart çeliklere göre silindir büküm makinelerinden daha fazla hidrolik tonaj ve enerji talep etmeleri, malzemenin doğal sertliğinin beklenen bir sonucudur. Malzemenin talaşlı ve termal imalattaki uyumu, genel şantiye hızını ve projenin güvenli teslim takvimini doğrudan dikte eder.
Büküm Operasyonları ve Bombe Sıvama
Kalın levhaların silindirik tank gövdelerine dönüştürülmesi işlemi, malzemenin esneklik payı ve geri yaylanma karakteristiğine göre büküm operatörlerinin tecrübesiyle profesyonelce şekillenir. Form verme süreçlerinde Endüstriyel İşlenebilirlik A516 GR70 vs P355GH Karşılaştırması ele alındığında, reaktörlerin alt kapağını oluşturan eliptik bombelerin sıvama tezgâhlarında basılırken bu normalize çeliklerin kalıba mükemmel itaat ettiği gözlemlenir. Sacın homojen tane yapısı, sıvama esnasında cidar incelmesini her bölgede eşit oranda dağıtarak tehlikeli zayıf noktaların oluşmasını tamamen engeller. Bu büküm esnekliği, devasa tankların ek yeri olmadan tek parça bombelerle kapatılmasını sağlayarak sızdırmazlık riskini minimize eder.
Talaşlı İmalat ve Delme Performansı
Isı değiştiricilerin (eşanjör) içindeki ayna saclarına binlerce adet boru deliğinin CNC matkaplarla açılması işlemi, çeliğin talaş kırma özelliğinin pürüzsüz olmasını gerektirir. Matkapla delme operasyonlarında bu çelikler, içerdikleri optimum karbon oranı sayesinde matkap uçlarını aşırı yormadan ve delik içlerinde sertleşme yaratmadan pürüzsüz bir talaşlı imalat performansı sunarlar. Kesme sıvısı ile desteklenen bu işlem, delik içi toleransların tam ölçüsünde kalmasını sağlayarak boru montajı aşamasında mükemmel bir sızdırmazlık elde edilmesinin önünü sonuna kadar açar. Endüstriyel matkapların bu saclarda yüksek devirle çalışabilmesi, eşanjör üretim hatlarındaki teslimat sürelerini oldukça kısaltır.
Türkiye Geneli Sevkiyat Bölgemiz
Üstün kalite A516 GR70 ve P355GH basınçlı kap sacı levhalarımızı, tonajlı ağır vasıta lojistik filomuz sayesinde Türkiye’nin 81 ilindeki tersanelere, enerji santrali şantiyelerine ve makine üreticilerine güvenle, hasarsız ve hızlı bir şekilde sevk etmekteyiz. Özel ebatlanmış ağır çelik plakalarınız, çelik halatlarla tırlara sabitlenerek anlaşmalı proje nakliyat firmalarımız aracılığıyla üretim sahanıza tam zamanında ve vinçle indirilmeye uygun olarak teslim edilmektedir.
| Adana | Adıyaman | Afyonkarahisar | Ağrı |
| Amasya | Ankara | Antalya | Artvin |
| Aydın | Balıkesir | Bilecik | Bingöl |
| Bitlis | Bolu | Burdur | Bursa |
| Çanakkale | Çankırı | Çorum | Denizli |
| Diyarbakır | Edirne | Elazığ | Erzincan |
| Erzurum | Eskişehir | Gaziantep | Giresun |
| Gümüşhane | Hakkari | Hatay | Isparta |
| Mersin | İstanbul | İzmir | Kars |
| Kastamonu | Kayseri | Kırklareli | Kırşehir |
| Kocaeli | Konya | Kütahya | Malatya |
| Manisa | Kahramanmaraş | Mardin | Muğla |
| Muş | Nevşehir | Niğde | Ordu |
| Rize | Sakarya | Samsun | Siirt |
| Sinop | Sivas | Tekirdağ | Tokat |
| Trabzon | Tunceli | Şanlıurfa | Uşak |
| Van | Yozgat | Zonguldak | Aksaray |
| Bayburt | Karaman | Kırıkkale | Batman |
| Şırnak | Bartın | Ardahan | Iğdır |
| Yalova | Karabük | Kilis | Osmaniye |
| Düzce |
Sık Sorulan Sorular
Fiyatlandırma politikalarınız nasıl belirleniyor?
Basınçlı kap çelikleri ve kazan sacı fiyatlarımız, küresel LME sıcak yassı çelik kurlarına ve döviz paritelerine entegre bir şekilde günlük olarak güncellenerek şeffaf biçimde hesaplanmaktadır. Projenizde talep ettiğiniz et kalınlığı, geniş ebatlı plaka ölçüleri ve kalite sınıfına (A516 veya P355GH) göre toplam tonaj üzerinden (TL/KG) en rekabetçi iskonto oranlarıyla özel fiyat tabloları tarafınıza sunulur. Fiyatlandırma departmanımız, projelerinizdeki malzeme firelerini minimize edecek en ideal kesim ebatlarını tespit ederek teklifinizi ekonomik ve karlı bir şekilde optimize eder. Bu sayede ağır sanayi yatırımlarınızın başlangıç maliyetlerini sürdürülebilir bir çizgide kontrol altında tutuyoruz.
Minimum sipariş miktarı (MOQ) nedir?
Haddehane bantlarımızın ve rulo açma hatlarımızın verimli çalışabilmesi için, fabrikasyon özel boy kesim veya HIC testli spesifik döküm taleplerinde belirli palet veya tonaj limitleri (MOQ) uygulanabilmektedir. Ancak çelik servis merkezi stoklarımızda sürekli olarak hazır ebatlarda (2000×6000 mm vb.) bulunan A516 GR70 ve P355GH sac levhaları için daha düşük hacimli adetli endüstriyel taleplerinize de esnek şekilde yanıt verebilmekteyiz. Küçük tonajlı parçalı siparişlerinizde dahi ambalaj kalitemiz ve sevkiyat güvenliğimiz en üst seviyede tutularak levhalarınız koruma altına alınır. Lojistik ekibimiz ihtiyacınıza en uygun olan ambar veya doğrudan tır bazlı taşıma navlununu sizin için özenle organize eder.
Teslimat süresi ortalama kaç iş günüdür?
Depo stoklarımızda satışa hazır durumda bulunan standart ebatlı kazan sacı tabakaları, sipariş teyidiniz ve ödeme onayınız alındıktan sonra genellikle 1 ila 3 iş günü içinde ağır vasıtalara yüklenerek sorunsuzca sevk edilir. Lazer kesim, CNC kumlama (SA 2.5), epoksi shop primer astar uygulaması veya özel kalınlıkta döküm gerektiren ağır şantiye imalatlarınızda, üretim planına göre net termin süresi satış departmanımızca size peşinen bildirilir. Nakliye sürecinde ağır plakalarınızın sarsıntılardan etkilenmemesi ve vinçle kolay alınabilmesi için araçlara çelik halat ve ahşap takozlarla güçlü bir sabitleme yapılır. Termin sürelerindeki hassasiyetimiz, üretim takviminizin aksamamasını sağlayan en önemli ticari taahhüdümüzdür.
Ürünlerinizde kalite belgesi bulunuyor mu?
Tesislerimizden sevk edilen tüm P355GH ve A516 GR70 basınçlı kap çelikleri, Avrupa ve Amerikan (ASME/ASTM, EN 10028) yapısal standartlarına tam uygun olarak sertifikalandırılmış olup CE işareti güvencesi altındadır. Ürünün üretildiği haddehaneye ait döküm numarasını (heat number), çeliğin yüksek ısı altındaki akma/kopma dayanımlarını ve ultrasonik test sonuçlarını resmi olarak ispatlayan EN 10204 3.1 (veya 3.2) Fabrika Üretim Sertifikaları sipariş faturanız ile birlikte proje dosyanıza teslim edilir. Test edilmemiş hiçbir şüpheli malzeme, stok sahamıza veya müşterilerimizin kritik kazan imalat şantiyelerine kesinlikle kabul edilmez.