
IPE Profil Fiyatları
Teknik Özelliklere Göre Fiyatlandırma
Endüstriyel çelik konstrüksiyon projelerinin en önemli yapı taşlarından biri olan IPE profil ürünlerinin fiyatlandırma mekanizmaları, malzemenin sahip olduğu teknik spesifikasyonlara doğrudan bağlıdır. Özellikle üretimde tercih edilen çelik alaşımının kalitesi, malzemenin gövde ile flanş et kalınlıkları ve toplam dış ebatları, maliyet tablosunun oluşmasındaki en temel mühendislik parametreleridir. Haddehanelerde sıcak çekim teknikleri kullanılarak şekillendirilen bu malzemeler için harcanan operasyonel enerji, piyasadaki ipe demir fiyatları üzerinde belirgin ticari dalgalanmalar yaratır. Bunun yanı sıra korozyon direnci sağlamak amacıyla karbon çeliğine uygulanan kumlama ve antipas astar gibi yüzey koruma işlemleri, malzemenin piyasa değerini büyük oranda etkileyen kritik parametrelerdendir. Sonuç itibarıyla mühendislik şartnameleri ne kadar yüksek mukavemet ve ekstra kalite standartları talep ederse, malzemenin TL/KG bazındaki tahmini üretim maliyeti de o doğrultuda kaçınılmaz bir ivmeyle artış sergilemektedir.
Sipariş ve Üretim Detaylarına Göre Fiyat
Çelik servis merkezlerinin yüksek kapasiteli üretim hatlarında, uluslararası standartların dışında tamamen projeye özel boylarda talep edilen IPE profil siparişleri, tonaj hacmine göre özelleştirilmiş bir fiyatlandırma sürecinden geçer. Geniş haddehanelerde standart altı veya on iki metre uzunluğundaki kesintisiz seri üretimler, işçilik ve enerji verimliliğini maksimize ettiği için alıcılara son derece esnek bir maliyet avantajı sunar. Öte yandan, proje bazlı özel CNC açılı kesim gerektiren veya butik alaşım talebi içeren düşük tonajlı imalat varyasyonları, makine ayar maliyetleri sebebiyle birim fiyat üzerinde yukarı yönlü bir etki yaratmaktadır. Ayrıca devasa yatırım projelerinde teslimat termin sürelerinin iyice daraltıldığı acil üretim talepleri, ekstra işçi vardiyası gerektirdiğinden standart periyotlara kıyasla her zaman farklı seviyelerde fiyatlandırılabilmektedir. Dolayısıyla ticari satın alma operasyonlarında miktar optimizasyonu ile üretim ölçülerinin teknik olarak doğru belirlenmesi, proje bütçesinin uzun vadeli korunması adına oldukça kritik bir öneme sahiptir.
Lojistik ve Sevkiyat Etkisi
Metalürji sektöründe üretilen yüksek tonajlı IPE profil materyallerinin inşaat şantiye alanlarına güvenle sevk edilmesi, toplam satın alma maliyetlerini şeffaf bir biçimde değiştiren ağır bir bütçe kalemidir. Üretimi tamamlayan entegre haddehane ile çelik malzemenin teslim edileceği coğrafi lokasyon arasındaki kilometre mesafesi, nakliye giderlerinin belirlenmesinde rol oynayan tartışmasız birincil lojistik faktördür. Ayrıca, standart trafik taşıma gabarisini fiziki olarak aşan on iki metreden uzun özel çelik profillerin sevkiyatı durumunda ekstra uzatmalı dorse sistemlerinin kullanılması zorunlu hale gelebilir ve bu da ek bir operasyon maliyeti doğurur. Sevkiyat rotası üzerindeki fiziki zorlu yol koşulları, otoyol veya köprü geçiş bedelleri ile ağır vasıta yakıt endeksleri gibi dinamik değişkenler, nihai ürün teslimat tutarına doğrudan tır nakliye bedeli olarak yansıtılmaktadır. Bu hayati nedenle, özellikle ülkenin uzak bölgelerine yapılacak yüksek hacimli ağır çelik transferlerinde, lojistik ağının tamamen profesyonel bir mühendislik bakış açısıyla optimize edilmesi ticari kayıpların kesin olarak önüne geçmektedir.
Piyasa Koşullarına Göre Fiyat Değişimi
Küresel çelik ekosisteminin merkezinde yaşanan jeopolitik gelişmeler ve bölgesel makroekonomik dalgalanmalar, IPE profil hammadde tedarik maliyetlerini sürekli olarak güncellenen dinamik bir yapıya büründürür. Yapısal çeliğin temel hammaddesi olan demir cevheri ile uluslararası hurda çelik borsalarındaki anlık fiyat değişimleri, entegre tesislerin fırın ergitme maliyetlerini doğrudan etkileyerek piyasaya saatler içinde hızla yansır. Üstelik, uluslararası enerji arzı maliyetlerindeki ani hareketlilik ve yerel piyasalardaki serbest döviz kurlarının oynaklığı, şirketlerce referans alınan bilgilendirme amaçlı TL/KG fiyatlandırmalarının periyodik olarak mecburen revize edilmesini zorunlu kılar. Yerel ve global pazarlarda oluşan arz ve talep dengesinin yoğun inşaat sezonlarına veya uluslararası krizlere bağlı olarak dönemsel değişmesi, fiyat grafiklerinde daima ana yön belirleyici bir temel indikatör olarak işlev görmektedir. Sektörde aktif faaliyet gösteren satın alma profesyonellerinin tüm bu karmaşık ekonomik değişkenleri çok doğru okuyarak çelik tedarik süreçlerini zamanlaması, kurumsal risk yönetiminin ve küresel rekabet gücünün en temel bileşenidir.
| Ürün Tipi | Kalınlık (Gövde/Flanş) | Ebat | Kalite / Kaplama | Tahmini Fiyat (TL/KG) |
|---|---|---|---|---|
| IPE Profil 80 | 3.8 mm / 5.2 mm | 80×46 mm | S235JR Standart | ~33.75 – 38.25 TL/KG |
| IPE Profil 100 | 4.1 mm / 5.7 mm | 100×55 mm | S235JR Standart | ~33.75 – 38.25 TL/KG |
| IPE Profil 120 | 4.4 mm / 6.3 mm | 120×64 mm | S235JR Standart | ~33.75 – 38.25 TL/KG |
| IPE Profil 140 | 4.7 mm / 6.9 mm | 140×73 mm | S275JR Standart | ~34.00 – 38.50 TL/KG |
| IPE Profil 160 | 5.0 mm / 7.4 mm | 160×82 mm | S275JR Standart | ~34.00 – 38.50 TL/KG |
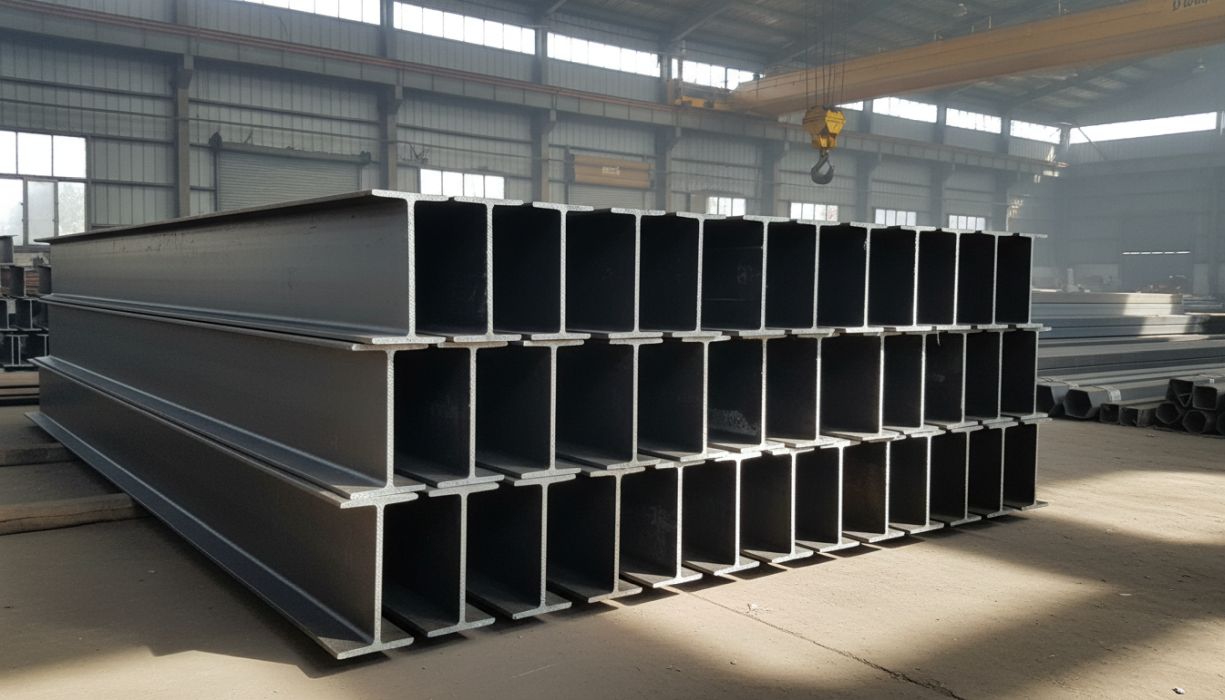
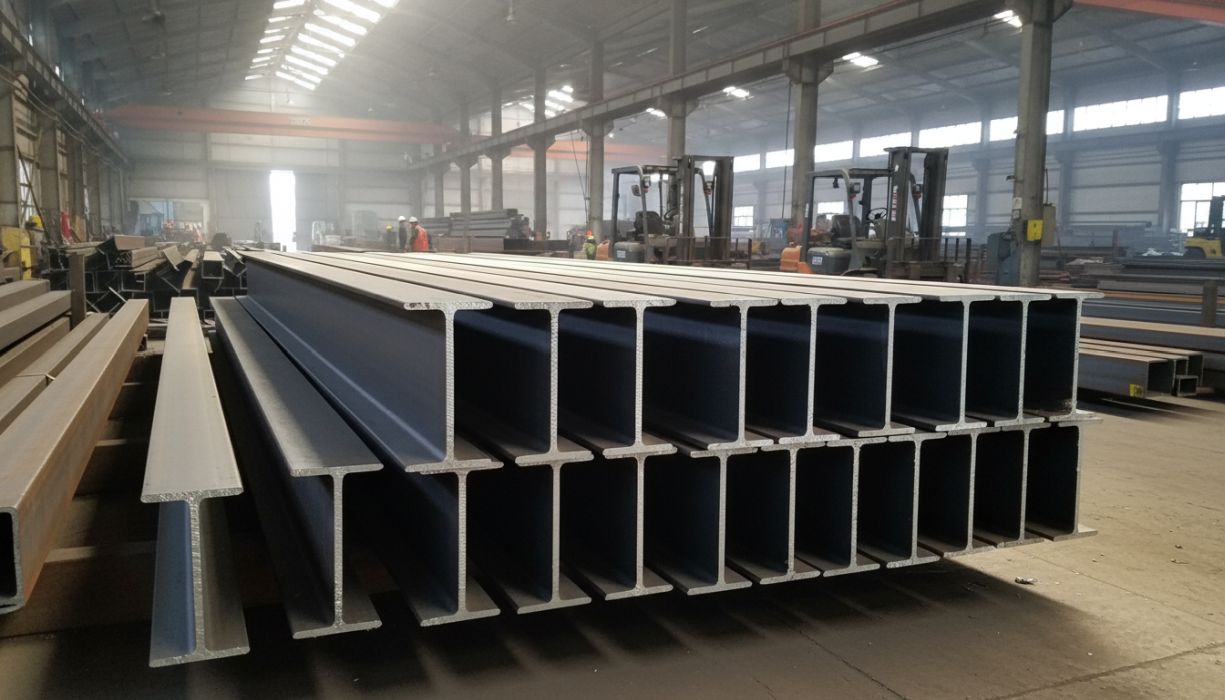
IPE Profil Ebatları

Endüstriyel Çelik Karkas Ebatları
Modern yapısal çelik projelerinde kullanılan IPE profil sistemleri, mühendislik planlamasını ve statik hesaplamaları kolaylaştırmak için evrensel endüstriyel ebat standartlarına göre sıcak haddelenmektedir. IPE 80 modelinden başlayarak IPE 600 gibi devasa gövde yüksekliklerine kadar ulaşabilen bu geniş üretim yelpazesi, hafif sundurmalardan ağır fabrika binalarına kadar her yapının taşıyıcı kiriş ihtiyacını eksiksiz şekilde karşılar. Profillerin başındaki rakamsal değerler, malzemenin milimetre cinsinden toplam yüksekliğini ifade ederek tasarımcıların projeyi anında 3D ortamda modellemesine olanak tanır. Fabrika bantlarından standart 6 metre veya 12 metre uzunluklarında çıkan bu profiller, taşıma tırlarının dorse ölçüleriyle birebir entegre olduğundan lojistik bağlamda da çok büyük bir yükleme kolaylığı yaratır. Statik mühendisleri, uluslararası kataloglarda yer alan bu standart IPE ebatlarının kesit modüllerini referans alarak binanın dayanım ve rüzgar analizlerini çok güvenli bir şekilde gerçekleştirebilmektedir.
Özel Mimari Proje Ebatlandırmaları
Klasik endüstriyel tasarımların ötesine geçen özellikli mimari projelerde veya spesifik çatı makaslarında, standart boy formlarının dışında kalan tamamen özel IPE profil ebatlamalarına (boy kesimlerine) şiddetle ihtiyaç duyulur. Bilgisayar destekli çizim (CAD) programları üzerinden hazırlanan özel montaj uzunlukları, gelişmiş CNC lazer veya şerit testere tezgâhlarında milimetrik hassasiyetle kesilerek projeye birebir uyumlu parçalar haline getirilir. Bu tür terzi usulü ebatlandırma mühendisliği, saha montajı esnasında kolon ve kirişlerin birbirine eksiksiz (sıfır boşlukla) kenetlenmesini sağlayarak yapının genel sismik dayanımını üst seviyelere taşır. Özel ebatlandırma süreci haddehaneler veya çelik servis merkezleri için operasyonel bir ekstra işçilik maliyeti gibi görünse de, sahada ortaya çıkabilecek personel zaman kayıplarını ve hurda fire oranlarını sıfıra indirgeyerek kendini fazlasıyla amorti etmektedir. Üretim sürecinde fabrikasyon olarak gerçekleştirilen bu entegre kesim işlemleri, şantiyedeki taşlama ve kesme iş yükünü hafifleterek endüstriyel kalitenin kusursuzluğunu garanti altına alır.
IPE Profil Kalınlıkları

Hafif Yük Taşıyıcı Gövde Kalınlıkları
Ağırlık tasarrufunun ve mimari esnekliğin ön planda tutulduğu hafif çelik konstrüksiyon projelerinde, IPE profil serisinin o ince gövde (web) kalınlıkları tasarım mühendisleri tarafından büyük bir statik avantaj olarak kullanılır. Özellikle IPE 80 veya IPE 100 gibi serilerde 3.8 mm ile 4.1 mm arasında değişen bu ince gövde et kalınlıkları, asma tavan taşıyıcılarında, kış bahçesi karkaslarında ve hafif ticari çatı aşıklarında mükemmel bir destek iskeleti işlevi görmektedir. Malzemenin gövde cidar kalınlığının düşük olması, kirişin kendi zati (ölü) ağırlığını muazzam derecede azalttığı için, yapının ana temel pabuçlarına ekstra bir sismik kütle yüklemez. İnce gövdeli olmalarına rağmen, I (I) şeklindeki kusursuz geometrinin doğasından gelen basınç dağıtma yeteneği sayesinde bu profiller aşağıya doğru oluşan eğilmelere karşı şaşırtıcı bir dikey rijitlik sağlamaktadır. Tasarımcılar, daha az çelik tonajı harcayarak maksimum taşıma açıklıklarına (mesafelere) ulaşabilmek için IPE profilin bu ince gövdeli ancak yüksek ataletli karakteristik formundan maksimum düzeyde faydalanırlar.
Ağır Sanayi Flanş Kalınlıkları
Endüstriyel binaların taşıyıcı ana kirişlerinde veya geniş açıklıklı tavan aşıklarında yoğun kar yükünü bükülmeden sönümleyebilmek için, IPE profilin alt ve üst flanş (başlık) kalınlıklarının dayanımı projenin en hayati unsurudur. IPE 300 ve üzeri modellerde flanş kalınlıkları 10.7 mm’den başlayarak çok daha kalın ve etli seviyelere ulaşır; bu da çelik yapının deprem gibi yanal şoklara maruz kaldığında burkulmadan ayakta kalmasını sağlayan temel zırhtır. Ağır tonajlı betonarme kompozit döşemelerin veya üst kat asma platformların yükü, bu kalın etli çelik başlıklar tarafından güvenle sönümlenerek kalıcı bir göçme (çökme) riskini ortadan kaldırır. Ağır sanayideki köprülü vinç raylarının alt desteklerinde kullanılan bu kalın flanşlı profiller, yüksek bir moment taşıma kapasitesi sunarak mühendislere devasa açıklıkları kolonsuz geçme özgürlüğü verir. Flanş kalınlığının artmasıyla profile eklenen ekstra tonaj maliyeti, binaya sağladığı asırlık ömür ve sarsılmaz mekanik mukavemet düşünüldüğünde oldukça rasyonel bir yatırımdır.
IPE Profil Ölçüleri

TS EN 10034 Standart Ölçümleri
Yapısal çelik üretiminde uluslararası bağlayıcı bir nitelik taşıyan TS EN 10034 standartları, IPE profil ölçülerindeki kabul edilebilir minimum ve maksimum tolerans sapma değerlerini kesin çizgilerle ve milimetrik düzeyde belirlemektedir. Sıcak haddeleme merdanelerindeki mekanik ezilmeler veya çeliğin soğuması sırasında oluşabilecek termal büzülmeler nedeniyle meydana gelebilecek gövde yüksekliği, flanş genişliği veya et kalınlığı sapmaları, ancak bu yasal normlar dahilinde resmi kalite kontrol altında tutulur. Profilin doğrusallık eğriliği (sehim), köşe radyus yapıları ve gövdenin flanşa olan diklik açıları gibi karakteristik özellikleri, tolerans sınırlarını aştığında malzeme derhal ikinci kalite veya hurda istasyonuna ayrılır. Endüstriyel hesaplamalarda güvenlik katsayılarının projede doğru işleyebilmesi için, şantiyede kullanılacak malzemenin bu sıkı TS EN boyutsal tolerans belgelerine sahip ve mükemmel bir kalibrasyondan geçmiş olması zorunludur. Kaliteden asla taviz verilmeyen bu dar boyutsal standartlar, yüksek riskli yüksek katlı binaların ve viyadüklerin montaj esnasında kusursuz bir terazi düzlemine oturmasını doğrudan güvence altına almaktadır.
Flanş ve Gövde Genişlik Oranları
IPE profilin statik tasarım başarısının ve adını aldığı o meşhur ince yapısının arkasındaki en büyük sır, gövde yüksekliği (H) ile flanş genişliği (B) arasındaki yaklaşık yarı yarıya olan matematiksel orandır. Örneğin IPE 200 profilin yüksekliği 200 mm iken, flanş genişliği 100 mm olarak çekilir; bu asimetrik oran, profile tek bir (y-y) eksende muazzam bir eğilme mukavemeti kazandırarak onu mükemmel bir kat kirişi haline getirir. Eksenler arasındaki bu eşitsiz atalet momenti dağılımı, malzemenin dikey gelen yerçekimi yüklerini harika bir şekilde sönümlemesini sağlarken, çelik sarfiyatını (tonajı) en alt limitlerde tutarak projeyi devasa bir şekilde hafifletir. Ancak flanşların gövdeye göre dar olması, profilin yanal burkulmalara karşı daha zayıf (narin) kalmasına sebep olduğu için, mühendisler uzun kiriş açıklıklarında profilin yanal hareketini gergilerle (çaprazlarla) desteklemek zorundadır. Bu oransal geometri, IPE profilin neden ana kolon olmaktan ziyade, binaların yatay yük taşıyıcı (kiriş ve aşık) elemanı olarak dünyanın en çok tercih edilen malzemesi olduğunu fiziksel olarak kanıtlar.
IPE Profil Kaliteleri
S235JR Standart Yapı Çeliği Sınıfı
Yapısal çelik pazarında hacimsel olarak en yüksek tüketim payına sahip olan temel norm, mühendislik literatüründeki adıyla S235JR (eski ST37) ticari IPE profil kalitesidir. Bu global standartifikasyon, şekillendirilen çeliğin laboratuvar testlerinde minimum 235 MPa seviyesinde bir statik akma dayanımına sahip olduğunu teknik sertifikalarla resmi olarak tüm sektöre beyan etmektedir. Aşırı dinamik sarsıntıların beklenmediği basit sanayi hangarlarında, depo çatılarında ve konut iskeletlerinde bu sınıf, fiyat ve performansın en uyumlu kesişim noktasıdır. Yüksek ısı ve basınca maruz kalan kazan sacları gibi ekstrem materyallere kıyasla, bu ticari sınıfların üretim partileri standart atmosferik çalışma şartları için kusursuz bir statik tercih sunar. Düşük karbon eşdeğeri sayesinde, malzeme kaynak atölyelerinde işlenirken çatlama veya mikro kırılma oluşturmama konusunda üstün bir birleştirme esnekliği göstererek işçilik kalitesini artırır.
S275JR ve S355JR Yüksek Dayanımlı Alaşımlar
Mekanik stresin, rüzgar vakumlarının ve taşıyıcı ölü ağırlıkların standart S235JR alaşım sınırlarını aştığı mega projelerde, tasarımcı mühendisler genellikle akma dayanımı çok daha yüksek olan S275JR veya S355JR (ST52) kalite IPE profil ürünlerine yönelirler. Minimum 355 MPa akma noktasına ve formülünde güçlendirilmiş bir mangan oranına sahip olan bu yüksek kalite, ağır sanayi döşemelerinde çelik kirişin bel vermesine karşı olağanüstü bir rijitlik sergiler. Çelik eriyiğindeki bu ekstra tokluk ve sertlik artışı, devasa viyadük ayakları veya açık deniz petrol platformları gibi çok zorlu titreşimli ortamlarda malzemenin yorulma ömrünü maksimize eder. Proje statik hesaplamaları yapılırken S355JR kalite sınıfının kullanımı, bazen tasarımcıya profil ebadını bir alt modele (örneğin IPE 400 yerine IPE 360’a) düşürme fırsatı vererek toplam karkas ağırlığından çok ciddi bir çelik tonaj tasarrufu da sağlayabilmektedir. Kaynaklanması ve kesilmesi standart alaşımlara göre daha zorlu olsa da, can güvenliğinin söz konusu olduğu ağır endüstri projelerinde bu yüksek mukavemetli profillerin kullanımı tartışmasız bir şartname mecburiyetidir.
IPE Profil Karşılaştırmaları
IPE ve NPI Profillerin Kesit Kıyaslaması
Geleneksel çelik konstrüksiyon piyasasında sıklıkla birbiriyle rekabet eden IPE profiller ile eski nesil NPI (IPN) profiller statik ve geometrik olarak kıyaslandığında, malzemenin tasarımında belirgin modernizasyon farkları ortaya çıkmaktadır. NPI profillerin iç flanş yüzeyleri gövdeye doğru eğimli (konik) bir kalınlaşma gösterirken, IPE profillerin iç ve dış flanş yüzeyleri birbirine tamamen paralel ve düz bir forma sahiptir. IPE’nin bu paralel flanş yapısı, cıvatalı birleşimlerde (bulonlu montajda) eğimli pullar (rondelalar) kullanma zorunluluğunu ortadan kaldırarak şantiye montaj hızını ve bağlantı emniyetini inanılmaz derecede artırır. Ayrıca aynı yükseklikteki bir NPI profile göre IPE profilin flanşları daha geniş, ancak et kalınlıkları daha incedir; bu da malzemenin ağırlığını düşürürken taşıma kapasitesini optimum seviyede tutarak daha ekonomik bir çelik sarfiyatı (tonaj avantajı) yaratır. Günümüz modern çelik bina tasarımlarında, pratik kaynak yüzeyi ve montaj uyumluluğu sebebiyle NPI profiller yerini büyük bir hızla IPE serisi taşıyıcılara bırakmaktadır.
IPE ve HEA/HEB Profillerin Statik Farkları
Çelik binaların ana iskelet kurgusunda kolon ve kiriş seçimleri yapılırken, ince ve narin yapılı IPE profiller ile geniş başlıklı ağır HEA/HEB profillerin maruz kalacağı statik yüklerin karakteristiği birbirinden tamamen farklıdır. HEA veya HEB profillerin flanş genişlikleri neredeyse gövde yükseklikleri ile aynı ölçüdedir (H profili), bu da onlara her iki eksende de muazzam bir atalet momenti vererek binalarda mükemmel bir ana dikey kolon (taşıyıcı) olmalarını sağlar. Oysa IPE profiller dar flanşlı ve asimetrik (I profili) yapısıyla yanal burkulmalara karşı HEA kadar dirençli değildir, ancak yerçekimi yönündeki dikey yüklere karşı çok hafif olmalarına rağmen harika bir eğilme direnci sunarlar. Bu yüzden mühendislik projelerinde HEA/HEB profiller ana dikmeler (kolonlar) olarak dikilirken, IPE profiller bu kolonların arasına yatay olarak atılarak mükemmel ve ekonomik bir kat kirişi veya çatı aşığı görevi üstlenir. İki farklı profil ailesinin statik yeteneklerine göre doğru yerlerde (kolon-kiriş eşleşmesiyle) kullanılması, çelik yapının deprem anındaki sismik sönümleme başarısını doğrudan tayin eden en kritik tasarım hamlesidir.
| Profil ve Sac Karşılaştırma Tablosu | |||
|---|---|---|---|
| Kalite Tipi | Kaplama Formatı | Dayanım Özelliği | Kullanım Alanı |
| S235JR (IPE Profil) | Kumlu veya Siyah Astar | Standart Akma Mukavemeti (235 MPa) | Kat Kirişleri, Çatı Aşıkları, Sundurmalar |
| S355JR (IPE Profil) | Sıcak Daldırma Galvaniz | Yüksek Eğilme Direnci (355 MPa) | Köprü Kirişleri, Ağır Vinç Yolları, Viyadükler |
| HEA/HEB Profil (S275) | Siyah Ham Çelik / Astarlı | Her İki Eksende Yüksek Burulma Direnci | Gökdelen Kolonları, Ana Taşıyıcı Dikmeler |
| Paslanmaz 304 (Profil) | Doğal Oksit Tabakası (Mat/Parlak) | Aşırı Hijyen ve Paslanmazlık | Gıda, Medikal ve İlaç Endüstrisi Tesisleri |
IPE Profil Muadil Kalite Karşılaştırması
Yerli ve İthal Çelik Standartları Farkı
Türkiye’nin yüksek teknolojiye sahip dünya standartlarındaki ağır profil haddehanelerinde yerli demir kütükler kullanılarak üretilen IPE profil ürünleri ile, ucuzluğu sebebiyle tercih edilen bazı ithal muadilleri arasındaki kalite farkları projelerin sismik güvenliğini doğrudan etkiler. Türk ağır çelik üreticileri TS EN 10034 ve Eurocode statik tolerans standartlarına yüzde yüz uyumlu yapısal kirişler ürettikleri için, bu yerli çeliklerin basınç ve çekme mukavemetleri daima CE belgeli uluslararası laboratuvarların güvencesi altındadır. Ancak uzak doğudan gelen denetimsiz ucuz ithal profillerde, malzemenin özellikle gövde et kalınlığında eksi yönde ciddi sapmalar (eksik kütle) ve iç yapısında gözle görülmeyen mikro tufal kalıntıları sıklıkla saptanarak yapıda büyük statik risk yaratmaktadır. Ayrıca yerli üretimde fabrikaların sağladığı satış sonrası şantiye teknik desteği, hızlı lojistik tedariki ve projeye özel kumlama/boyama esnekliği, satın alma mühendislerine ithal rakiplerine kıyasla çok daha güvenli ve pratik bir operasyon sunar. Aktif deprem kuşağının kalbinde yer alan ülkemizde, yüksek katlı binaların taşıyıcı iskeletlerinde mutlaka yerli, izlenebilir ve MTC sertifikalı IPE kirişlerin kullanılması can güvenliği açısından taviz verilmez bir mühendislik prensibidir.
Alaşım Elementlerinin Mukavemete Etkisi
Aynı ebat ve kesit kalınlığına sahip olmalarına rağmen piyasada çok farklı fiyat baremleriyle satılan IPE profil muadilleri arasındaki temel mekanik ayrım, fırında ergitilmesi sırasındaki alaşım formüllerinden (kimyasal saflıktan) kaynaklanmaktadır. Karbon oranı optimize edilmiş standart S235JR çelikler piyasada ucuz ve esnek bir kullanım sunarken, formülüne niyobyum, vanadyum veya yoğun mangan eklenen S355 muadili yüksek dayanımlı profiller devasa akma sınırlarına çıkarak binaya eşsiz bir emniyet sağlar. Bu mikro alaşım elementleri, haddeleme esnasında çeliğin kristal tanecik yapısını mikroskobik düzeyde incelterek (rafine ederek), malzemenin hem yüksek mekanik dirence hem de sismik şoklarda kırılmadan esneyebilme yeteneğine (süneklik) aynı anda kavuşmasını sağlar. Zayıf alaşımlı ve yüksek hurda kirliliği içeren standart dışı muadiller ise, çentik darbe tokluğu testlerinde hızla kırılarak özellikle sıfırın altındaki soğuk hava şartlarında büyük bir yapısal gevrek kırılma zafiyeti yaratır. Dolayısıyla şantiye çelik alımlarında sadece fiyata değil, mutlak surette laboratuvar mill test (MTC) sertifikalarındaki kritik alaşım oranlarına ve kükürt/fosfor safsızlıklarına derinlemesine bakmak teknik bir inşaat zorunluluğudur.
IPE Profil Teknik Varyasyonları
Sıcak Haddeleme Süreçleri ve Avantajları
Endüstriyel çelik konstrüksiyon piyasasının ana arterini oluşturan IPE profillerin üretim bantlarında geçtiği yegane ve en güvenilir şekillendirme varyasyonu, sıcak haddeleme (hot rolling) prosesidir. Yaklaşık 1200°C sıcaklığa kadar devasa fırınlarda ısıtılan ve hamur gibi yumuşayan dev kütük demirler (biyetler), ardışık ağır hidrolik merdanelerin arasından geçirilerek adım adım o karakteristik “I” formuna sokulur. Bu yüksek termal enerji altında şekillenme işlemi, çeliğin içyapısındaki (kristalografik) gerilmeleri neredeyse sıfırladığı (tavladığı) için, üretilen bu profil şantiyede kesim, kaynak veya cıvatalı delme işlemlerinde çok daha homojen ve sünek bir metalurjik davranış sergiler. Soğuk şekillendirilmiş açık profillere kıyasla sıcak haddelenmiş IPE profiller, keskin köşe radyuslarında çatlama riski barındırmaz ve yangın anında ısıya karşı mukavemetini çok daha uzun süre koruyarak binanın çökme süresini geciktirir. Prosesin sonunda haddehanelerde ağır soğutma yataklarında dinlendirilen bu devasa kirişler, sıcak çekimin o asil tufallı rengiyle şantiyelere sevkata hazır hale gelir.
Özel Büküm ve Ön Gergili Varyasyonlar
Geleneksel düz hatlı çelik binaların ötesine geçen modern mimari stadyum çatıları, kavisli havaalanı terminalleri veya özel köprü viyadükleri için, standart IPE profillerin özel büküm makinelerinde şekillendirildiği kavisli (radyuslu) varyasyonlar devreye girmektedir. Çelik işleme merkezlerindeki devasa hidrolik üç valsli profil kıvırma tezgâhlarına sokulan IPE kirişler, gövdesinde hiçbir potluk veya yırtılma yaratmadan milimetrik hassasiyetle istenilen organik çatı kavislerine bükülür. Bu özel büküm varyasyonu, tasarımcılara organik ve fütüristik çelik yapılar tasarlama özgürlüğü verirken, malzemenin yüksek taşıma kapasitesinden zerre kadar taviz vermez. Ayrıca çok uzun açıklıklı çatı makaslarında (örneğin 30 metre kolonsuz geçişlerde), IPE profiller şantiyeye gitmeden önce atölyede ters yönde hafifçe kavis verilerek (ön sehim veya ön gergi uygulanarak) hazırlanır; böylece üzerine çatı yükü bindiğinde profil tamamen dümdüz bir terazi çizgisine oturur. Mühendislik zekasının sınırlarını zorlayan bu form varyasyonları, IPE profili sadece kaba bir direk olmaktan çıkarıp, mimarinin ana sanat estetiği haline getirmektedir.
80 mm – 120 mm IPE Profil Performansı
Hafif Çelik Yapılardaki Kritik İşlevi
Endüstriyel tarım seralarının kurulumunda, otopark sundurmalarında ve hafif depolama yapılarının asma katlarında çelik iskelet yükünün minimumda tutulması istendiğinde, 80 mm ile 120 mm gövde yüksekliğine sahip IPE profil modelleri statik hesaplamaların en çok kullanılan kirişidir. Bu düşük kesit yüksekliği, taşıyıcı ana kolonlara gereksiz ve sismik açıdan yorucu bir çelik ağırlığı eklemeden, kısa açıklıklarda standart kar ve rüzgar yüklerini başarıyla karşılayacak çok ideal bir mühendislik eylemsizliği sunar. “I” formunun üstün geometrisi sebebiyle bükülmelere karşı gösterdiği dikey atalet, kafes kiriş (truss) sistemlerinde ara destek elemanı olarak kullanıldığında binanın sarsılmaz bir çatı rijitliğine kavuşmasını sağlar. İnce gövde yapısı sayesinde sahada kaynak makineleriyle veya basit cıvatalı gousset (bayrak) plakalarıyla saniyeler içinde kaynatılarak çatı imalat (montaj) sürelerini oldukça erkene çeker. Fiyat, hafiflik ve yapısal performans grafiğinde mükemmel bir denge noktasında duran bu ebatlar, ekonomik karkas bina üretimlerinin tam kalbinde yer almaktadır.
Dekoratif ve Sundurma Konstrüksiyonları
Modern şehir mimarisinde dış mekan peyzaj tasarımlarının, lüks restoranların kış bahçesi iskeletlerinin ve cam kaplamalı estetik sundurmaların taşıyıcı kurgusunda IPE 100 veya 120 serisi profiller görsel ve statik bir harika yaratır. Düşük gövde yüksekliği sayesinde mimari tasarımı kaba göstermeyen bu narin profiller, üzerlerine konulacak ağır temperli camları veya polikarbonat plakaları esnemeden taşıyarak sistemin sızdırmazlığını güvence altına alır. Kumlama ve kaliteli bir endüstriyel boyama işleminden sonra, bu profillerin karakteristik flanş ve gövde birleşimi mekanlara modern bir “Endüstriyel Loft” havası katarak tasarımın estetik değerini doğrudan yükseltir. Hafif yapısı sayesinde altyapıdaki mevcut betonarmeye veya teras döşemesine ekstra bir zorlama yapmadan güvenle ankraj civatalarıyla monte edilebilir. Gelişen butik mimari ile birlikte bu küçük ebatlı profiller, artık sadece sanayi binalarının değil, lüks yaşam alanlarının da zarif birer tamamlayıcı figürü olmuştur.
140 mm – 200 mm IPE Profil Yük Kapasitesi
Fabrika Ara Kat Döşeme Taşıyıcıları
Sanayi tesislerinin mevcut kapalı hacmini dikeyde (yukarıya doğru) değerlendirmek için kurulan ağır çelik asma kat (mezanin) platformlarında, ana kat taşıyıcı çelik kirişleri (joistleri) olarak genellikle IPE 140 ile IPE 200 arasındaki profil varyasyonları görev alır. Bu artırılmış kesit yüksekliği düzeyi, üzerinde gezinecek olan elektrikli transpaletlerin veya raf sistemlerine istiflenecek tonlarca ürünün yarattığı devasa hareketli baskıyı sehim yapmadan sönümleyecek muazzam bir rijitliğe sahiptir. Özellikle 4 ile 6 metrelik açıklıkların altına kolon dikilmeden geçilmesine imkan veren bu profiller, alt katın lojistik trafiğini ve kullanım alanını asla kısıtlamayarak fabrikanın işlevselliğini maksimize eder. Profillerin üzerine serilen trapez galvaniz sac ve dökülen çelik hasırlı ince beton ile birlikte, IPE profiller betonla kompozit (birlikte) çalışarak döşemedeki ayak sesi veya makine sarsıntısını tamamen sönümler. İş güvenliğinin ve devasa statik taşıma kapasitesinin her şeyden önce geldiği ağır fabrika revizyonlarında, bu orta-ağır sınıf IPE kirişlerin kullanımı kesin bir mühendislik şartnamesidir.
Çatı Makaslarındaki Sismik Sönümleme
Deprem sarsıntıları, çalışan ağır kreyn (tavan) vinçlerinin frenleme vibrasyonları veya fırtınalı rüzgarlar gibi yönü sürekli değişen dinamik kuvvetler karşısında, IPE 160 veya 200 profillerinden imal edilen çatı makasları yapısal sönümlemenin tam merkezinde yer alır. Profilin üst ve alt flanşlarındaki etli yapı, bu anlık sismik titreşimleri kendi kütlesi ve rijit formu içinde başarılı bir şekilde sönümleyerek yorulma çatlaklarının köşe kaynaklarından başlamasını engeller. Deprem anında yerkabuğundan çelik binaya iletilen yıkıcı yanal enerji, IPE profillerin mafsallı birleşim noktalarındaki süneklik yeteneği sayesinde büyük ölçüde yutularak karkasın aniden göçmesi önlenir. Laboratuvarlarda yapılan dinamik analizler, bu profillerin aşırı zorlanmadığı müddetçe yüz binlerce rüzgar veya vinç rezonans döngüsünü kalıcı bir bel verme (kalıcı sehim) yapmadan atlatabildiğini net şekilde kanıtlamıştır. Mühendislik emniyet katsayılarının izin verdiği limitlerde kullanılan bu ebatlı ürünler, sanayi tesislerinin çatılarını sarsılmaz bir çelik kubbeye dönüştürmektedir.
IPE Profil Ağırlık Hesaplamaları
Metretül Başına Teorik Kütle Formülasyonu
Modern inşaat statik ofislerinde, devasa bir çelik gökdelenin veya hangar binasının taşıyacağı o koca karkas çelik ağırlığının hesaplanabilmesi için, projede yer alan tüm IPE profil kirişlerinin metretül başına düşen teorik kütle analizlerinin formüllerle kusursuz yapılması şarttır. Uluslararası mekanik normlarda karbon çeliğinin yoğunluk sabiti 7.85 g/cm³ olarak alınır ve profilin kesit alanı (gövde ve flanşların toplam geometrik alanı) bilgisayar programlarında (Tekla Structures vb.) hesaplanarak bir metrelik net ağırlığı hızla çıkarılır. Elde edilen bu teorik kilogram verileri, SAP2000 gibi gelişmiş analiz programlarına aktarılarak, yapının betonarme temel pabuçlarına binecek olan toplam ölü yükün (zati yükün) net şekilde deşifre edilmesini sağlar. Profil ebadı sadece bir kademe (örneğin IPE 200’den IPE 220’ye) dahi artsa binanın toplam kütlesine onlarca ton ekstra yük bindiği için, statik mühendisi mukavemeti asla bozmayacak en optimum ebatları seçerek yatırımcının çelik faturasını (bütçesini) ciddi şekilde dengeler. Yapılan bu hatasız kütle metraj analizleri, lojistik operasyonlarında da taşıma tırlarına yasal gabari tonaj limitlerini ihlal etmeden kaç adet direk yüklenebileceğinin nakliyeci tarafından kusursuzca planlanmasını sağlar.
Fabrika Kantar Toleransları ve Sapmalar
Mühendislik proje ofislerinde matematiksel standart tablolarla hesaplanan o kesin (ideal) teorik IPE profil ağırlıkları ile, profil haddehanesinin tırı sevkata çıkartırken resmi kestiği elektronik kantar tartım fişleri arasında birtakım küçük tonaj sapmalarının (farklarının) oluşması çelik ticaretinin yasal olarak kabul ettiği bir durumdur. Bu beklenen kütlesel oynamalarının ana sebebi, TS EN 10034 sıcak haddeleme üretim standartlarının merdanelere çeliğin et kalınlığına ve flanş genişliğine tanıdığı artı ve eksi yöndeki yasal esneme (haddeleme tolerans) paylarıdır. Ayrıca şantiyeye standart 12 metrelik boylarda inen dev kirişler, montaj (köşe) detayı için açılı (gönye) kesildiğinde veya uçları delindiğinde, yere düşen ufak parçalar projede geri döndürülemez bir hurda (wastage) fire ağırlığı yaratmaktadır. Satın alma uzmanlarının tonaj listesi (metraj) çıkarırken sadece net proje ürün uzunluğunu değil, mutlaka bu fabrika kantar (pozitif) toleranslarını ve %3-5 bandındaki kesim fire paylarını çelik sipariş bütçesine eklemeleri şantiyenin duraksamaması için şarttır. Çelik ticaretindeki uluslararası dürüstlük ilkesi gereği toptan dev faturalandırmalar, teorik katalog değerlerine (cetvellere) göre değil, daima kalibrasyonlu yasal elektronik kantarlardan alınan nihai fiziki tartım ağırlıkları üzerinden gerçekleştirilir.
IPE Profil Yüzey Kaplama Sistemleri
Endüstriyel Antipas Astar Uygulamaları
Sıcak haddeleme üretim bantlarından çıkan ve üzerinde yoğun bir oksit (tufal) tabakası barındıran siyah ham IPE profillerin, şantiye alanındaki yağmura ve neme karşı korozyondan korunması amacıyla fabrikasyon olarak uygulanan endüstriyel antipas astar kaplamaları, malzemenin ilk ve en önemli kalkanını oluşturur. Çelik servis merkezlerinde öncelikle kumlama (sandblasting) makinelerine sokularak SA 2.5 kalitesinde pürüzsüz metale kadar temizlenen profiller, anında yüksek basınçlı airless tabancalarla korozyon inhibitörlü (genelde kırmızı veya gri) endüstriyel astar ile mikron hassasiyetinde kaplanırlar. Uygulanan bu güçlü sentetik astar, profilleri şantiye ortamında montaj (bekleme) süresince havadaki asidik rutubetin oksitlemesinden (paslandırmasından) koruyan mükemmel bir geçici izolasyon bariyeridir. Sistemin ana kurulumu bitip yüksekte kaynak işlemleri tamamlandıktan ve dikiş yerleri rötuşlandıktan sonra ise, tüm çelik karkasa atılan son kat poliüretan veya epoksi sanayi boyaları sayesinde bina asırlık bir dış koruma zırhına kavuşturulmuş olur. Özellikle kurumsal estetiğin ön planda olduğu mimari prestij projelerinde istenilen her RAL renk tonuna kolayca boyanabilme uyumu sunması, kumlanıp astarlanmış IPE profillerin en büyük ticari artısıdır.
Sıcak Daldırma Galvaniz Teknolojisi
Açık hava stadyum çatılarında, yüksek gerilim enerji nakil hatlarında ve kimyasal sanayi ortamlarında ham çelik kirişlerin verdiği zorlu korozyon mücadelesinde en yenilikçi ve sarsılmaz savunma mekanizması, IPE profillerin sıcak daldırma galvaniz (hot-dip galvanizing) teknolojisi ile zırhlanmasıdır. Asitleme banyolarında tertemiz edilen çelik kirişler, yaklaşık 450 derece sıcaklıkta kaynayan devasa erimiş çinko havuzlarının içerisine komple daldırıldığında, yüzeylerinde metalurjik bazlı çok katmanlı ve çeliğe entegre bir çinko-demir alaşımı oluşturur. Bu inanılmaz galvaniz zırhı, IPE profilin sadece dış gövdesini değil, flanş uçlarını ve açılmış cıvata deliklerinin iç çeperlerini de tamamen kaplayarak malzemenin havadaki agresif oksijenle olan tüm bağını kalıcı olarak koparır. Galvaniz işlemi tam standartlarda uygulanmış bu çelik taşıyıcılar, açık deniz liman tesislerinde, tarım silolarında ve otoyol viyadüklerinde ortalama elli ile yetmiş yıl gibi inanılmaz bir paslanmazlık ve sıfır bakım maliyetli bir ömür sunar. Kimyasal korozyona karşı gösterdiği bu muazzam elektrokimyasal (katodik) koruma yeteneği, galvanizli ürünleri fiyat-fayda (LCC) oranında diğer tüm boyalı çözümlerin tartışılmaz zirvesine yerleştirir.
IPE Profil CNC Kesim ve Delme
Fiber Lazer ile Zıvana ve Delik İşlemleri
Endüstri 4.0 normlarıyla çelik işleme yapan modern konstrüksiyon üretim merkezlerinde, koca IPE profil kirişlerinin şantiyeye gitmeden önceki şekillendirme ve montaja hazırlık süreci CNC destekli 3 boyutlu yapısal çelik (profil) lazer makineleriyle tamamen farklı bir teknolojik boyuta atlamıştır. Akıllı bilgisayar (CAD/CAM) beyinleri tarafından yönetilen odaklanmış fiber lazer ışınları, tonlarca ağırlığındaki profilin gövde ve flanş geometrisini sensörlerle tarayarak mikrosaniye bazında otomatik odaklama yapar ve zıvana (geçme), bağlantı cıvata deliği veya tesisat boşluk formlarını hatasızca çıkarır. Devreye alınan bu sofistike optik teknoloji sayesinde, 15-20 mm kalınlığındaki ağır IPE flanşlarında dahi çapaklanma (çapak), matkap yırtılması veya termal çarpılma oluşmadan jilet keskinliğinde montaj delikleri elde edilir. Lazer kesimin sunduğu artı/eksi 0.1 milimetre mertebesindeki efsanevi delik merkezleme hassasiyeti, birbiriyle devasa cıvatalarla eşleşecek kolon ve kirişlerin yüzlerce metre yüksekteki şantiyede milimetrik olarak birbirine tam oturmasını tereddütsüz garanti altına alır. Klasik şerit testere kesimine veya şablonla manyetik matkap delmesine kıyasla yüzeyde hiçbir çapak veya hata payı bırakmayan bu teknoloji, imalatın sevk ve çelik montaj hızını tepe noktasına çıkartarak çelik sanayisine büyük bir operasyonel kârlılık kazandırır.
Şantiyede Montaj Firelerinin Minimizasyonu
Çelik imalat endüstrisinde rekabetçi maliyetleri iyileştirmenin en kritik mühendislik başlığı olan hurda fire (wastage) oranının düşürülmesi ve şantiye işçiliğinin azaltılması, CNC destekli akıllı lazer yerleşim (nesting) yazılımları sayesinde kesin bir fabrika gerçeğine dönüşmektedir. Yapısal işleme tezgahlarına entegre çalışan bu algoritmalar, 12 metrelik uzun bir IPE profil ana gövdesi üzerine kesilecek farklı açılı aşık veya kiriş bileşenlerini, aralarında testere kalınlığından doğan kaybı hesaplayarak sanal ortamda en kayıpsız şekilde optimize eder. Makinenin yaptığı bu devasa üretim planlama hesaplaması, çelik malzemenin neredeyse yüzde doksan dokuzunun faydalı, binada yer alacak ürüne dönüşmesini sağlayarak işletmenin ticari hurda zararını radikal biçimde sonlandırır. Bütün delik açma ve boy kesme işlemleri fabrikada sıfır hatayla yapılıp şantiyeye gönderildiği için, metrelerce yüksekte rüzgar altında çalışan çelik montaj ekipleri hiçbir şekilde ellerine taşlama veya oksijen kaynağı almadan kirişleri sadece cıvatalarla birbirine kilitlerler. Sağlanan bu teknolojik fire oranı minimizasyonu ve montaj kolaylığı, şirketin ekonomik kazancı olmakla kalmaz, aynı zamanda yüksekte çalışma (iş güvenliği) risklerini azaltan harika bir mühendislik devrimidir.
Türkiye Geneli Sevkiyat Bölgemiz
Optimize Edilmiş Lojistik Dağıtım Ağımız
Endüstriyel çelik konstrüksiyon piyasasının devasa boyutlara sahip ağır tonajlı IPE profil demetlerinin şantiyelere sarsıntısız, güvenli ve hasarsız sevk edilmesi, muazzam bir teknolojik takip ile tecrübeli bir ağır nakliye operasyonu gerektiren stratejik süreçtir. Geliştirdiğimiz ulusal lojistik nakliye ağımızla, haddehanelerden çıkan 12 metre standart boylardaki veya şantiyeye özel ebatlanmış (delinmiş) karkas ürünler, tam donanımlı ağır vasıta tır filolarımızla Türkiye’nin dört bir köşesine hiçbir gecikme yaşamadan ulaştırılmaktadır. Yükleme esnasında kumlama yapılmış ve astar boyası atılmış yüzeylerin çelik halatlarla çizilmemesi (boyanın kalkmaması) için, dorselere tavan vinciyle yükleme yapılırken mutlaka endüstriyel kalın bez sapanlar kullanılır ve profiller kaymayı önleyen ahşap takozlarla sabitlenir. Uydudan 7/24 kesintisiz izlenebilen dijital filo yönetim yazılımlarımız, aracın o anki dağ yolu seyir hızından şantiye tahliye noktasına varış süresine kadar her veriyi şeffafça işleyerek şantiye şefine mükemmel bir koordinasyon sağlar. Vinç randevularına olan bu tavizsiz bağlılığımız, müteahhit firmaların şantiyede boşa bekleyen pahalı mobil vinç ve kaynak ekiplerinin yevmiye maliyetlerini tamamen ortadan kaldıran kurumsal bir lojistik güvencesidir.
İl Bazlı Parsiyel ve Komple Araç Planlaması
Müşterimizin hayata geçireceği endüstriyel fabrika (hangar) projesi büyük bir metropol sanayi sitesinde veya zorlu toprak yollara sahip ücra bir Doğu Anadolu maden sahasında dahi olsa, ülkemizin 81 ilinin tamamını baştan uca kapsayan entegre bir ağır çelik lojistik rotasyonu planlıyoruz. Ege’nin devasa rüzgar santrali (RES) şantiyelerinden Karadeniz’in sarp yamaçlı köprü projelerine, Marmara’nın mega otomotiv fabrikalarından İç Anadolu’nun devasa lojistik depolarına kadar her bölgeye, o yükün gabarisine ve uzunluğuna en optimum açık dorse araçları yönlendiriyoruz. Stratejik otoyol kavşaklarında konumlandırdığımız bölgesel lojistik aktarma (hub) merkezlerimiz sayesinde, tam 25 tonluk tırı doldurmayan (parsiyel) daha düşük bütçeli KOBİ siparişlerini de aynı güzergahta birleştirerek nakliye bütçelerini piyasanın oldukça altına çekiyoruz. Siparişin kantar kesiminden ana kirişlerin vinçle şantiyeye indirilmesine kadar geçen tüm bu entegre tedarik zinciri, yüzde yüz işçi ve yol güvenliği prensibiyle Endüstri 4.0 normlarında saat gibi tıkır tıkır işlemektedir.
| Türkiye Geneli 81 İle Hizmet Ağımız | |||
|---|---|---|---|
| Adana | Adıyaman | Afyonkarahisar | Ağrı |
| Amasya | Ankara | Antalya | Artvin |
| Aydın | Balıkesir | Bilecik | Bingöl |
| Bitlis | Bolu | Burdur | Bursa |
| Çanakkale | Çankırı | Çorum | Denizli |
| Diyarbakır | Edirne | Elazığ | Erzincan |
| Erzurum | Eskişehir | Gaziantep | Giresun |
| Gümüşhane | Hakkari | Hatay | Isparta |
| Mersin | İstanbul | İzmir | Kars |
| Kastamonu | Kayseri | Kırklareli | Kırşehir |
| Kocaeli | Konya | Kütahya | Malatya |
| Manisa | Kahramanmaraş | Mardin | Muğla |
| Muş | Nevşehir | Niğde | Ordu |
| Rize | Sakarya | Samsun | Siirt |
| Sinop | Sivas | Tekirdağ | Tokat |
| Trabzon | Tunceli | Şanlıurfa | Uşak |
| Van | Yozgat | Zonguldak | Aksaray |
| Bayburt | Karaman | Kırıkkale | Batman |
| Şırnak | Bartın | Ardahan | Iğdır |
| Yalova | Karabük | Kilis | Osmaniye |
| Düzce | – | – | – |
Sık Sorulan Sorular
IPE Profil Üretim Süreci Nasıldır?
Modern demir çelik endüstrisinde bu ana taşıyıcı devasa yapısal ürünlerin imalatı, çelik hurdalarının ergitilip döküldüğü dev kütüklerin (biyetlerin) haddehanelerde 1200 derecenin üzerindeki dev fırınlarda yeniden akkor haline getirilmesiyle başlar. Fırından çıkan yumuşamış dev sıcak kütükler, birbirini takip eden ve çeliğe muazzam bir hidrolik basınç uygulayan çoklu merdane sistemlerinden (kaba, orta ve ince hadde istasyonlarından) büyük bir hızla geçirilerek ezilir. Bu merdanelerin kalıpları (oyukları), dev kütüğü yavaş yavaş uzatarak ve ezerek o son pürüzsüz “I” şeklini ve istenilen milimetrik et kalınlığını (gövde ve flanş yapısını) metale kusursuzca verir. Soğuma yataklarında kontrollü bir şekilde ısısı düşürülen ve iç gerilimleri alınan profiller, son işlem olarak doğrultma makinelerinden geçirilip bilgisayarlı testerelerle siparişte istenen 12 metre veya 6 metrelik standart boylarda kesilerek paketlenir.
Korozyona Karşı Nasıl Korunmalıdır?
Karbon ve demir elementlerinin doğası gereği, ham (siyah) haddelenmiş IPE profiller şantiyelerde neme, yağmura ve oksijene maruz bırakıldığında hızla yüzeyden çürümeye (oksitlenmeye) başlar. Projelerde kullanılacak olan çelik karkasın dış cephe veya arazi şartlarına açık kalacağı zorlu (deniz kenarı, sanayi buharı) senaryolarda, oksidasyonu asırlarca durdurmak için malzemenin sıcak daldırma galvaniz işlemiyle dev çinko havuzlarında tamamen zırhlanması şartnamelerde mecburen istenir. Kapalı fabrika içi, hangar veya yalıtımlı çatı altı gibi doğrudan yağmur almayan projelerde ise, profillerin mutlaka önce SA 2.5 standardında kumlanması (tufaldan arındırılması) ve hemen ardından yüksek kaliteli epoksi veya poliüretan bazlı çift kompenantlı antipas boya sistemleriyle 2 kat astarlanması fazlasıyla yeterli ve ekonomik bir korozyon kalkanı vazifesi görecektir.
İdeal Kesit Kalınlığı Nasıl Seçilir?
Bir ağır endüstriyel fabrikanın, alışveriş merkezinin veya stadyum çatısının çelik karkasında kullanılacak IPE kiriş sistemlerinin gövde ve flanş et kalınlığı seçimi, tamamen o binanın maruz kalacağı açıklık mesafesinin, rüzgar basıncının, deprem sismik tonajının statik yazılımlarda (SAP2000 vb.) analiz edilmesine doğrudan bağlıdır. Sadece kısa açıklıklı asma katlarda veya taşıyıcı olmayan hafif tavan desteklerinde IPE 100 veya IPE 140 (ince etli) sınıfı, sarsılmaz bir taşıyıcı görev ifa ederek bütçesel bir büyük (tonaj) avantajı yaratır. Ancak sahada geniş açıklıklı makaslar (20 metreyi aşan mesafeler), ağır kreyn (vinç) yürüyüş yolları ve yüksek katlı ana bina taşıyıcıları söz konusu ise, malzemenin burkulmasını veya kaynak yerinden bükülmesini engellemek adına ebatların mühendislik güvenlik katsayıları dahilinde minimum IPE 300, 400 veya çok daha devasa (ağır etli) kesitlerde kurgulanması tartışılmaz bir bina çökme emniyeti zorunluluğudur.
Projeye Özel Boy Kesim Yapılabilir mi?
Dünya standartlarında faaliyet gösteren entegre çelik işleme ve yapısal çelik (lazer) servis merkezleri, standart 12 metrelik devasa piyasa boylarının sınırlarını aşan tamamen projeye özel mühendislik tasarımları için 3 boyutlu milimetrik CNC delik/kesim imkanları sunmaktadır. Projenizin 3D çelik detaylandırma (Tekla) dosyalarına uygun şekilde dev robotik lazer (veya şerit testere-matkap) hatlarında işlem gören profiller, tam olarak şantiyenizin montaj detaylarına (açılı gönye kesimlerine, tam alın birleşimlerine, yüzlerce cıvata deliğine) uygun şekilde sıfır hatayla CNC tarafından işlenerek sahada oluşacak o maliyetli şantiye kaynak işçiliğinin (ve hurda israfının) önüne en baştan geçer. Tüm bu modern teknolojik endüstri imkanları, müteahhit firmaların hayal ettikleri en inovatif ve karmaşık çelik binaları (köprüleri) şantiyede günlerce kesim biçim yapmadan, sadece devasa cıvatalar sıkarak (adeta dev bir lego gibi) çok kısa bir sürede dikmelerine eşsiz bir operasyonel imalat hızı (ve kârlılık) sağlamaktadır.