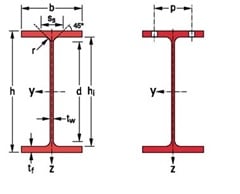
Avrupa Hea profil standartı profillerdir. İngilizce H Beam denilmektedir. H profiller Hea, Heb, Hem gibi farklı çeşitleri bulunmaktadır. Hea profil adlandırması kulak genişliğinden gelmektedir. Hea 100 profil aşağıdaki şekilde de görüldüğü üzere çelik profilin h ölçüsüne denir. Yani hea 100 profilin yüksekliği 100 mm dir. Hea profil üretimi 100 mm genişlikten başlayarak 1200 mm ye kadar üretilebilmektedir. Hea profil fiyatlarına buradan ulaşabilirsiniz.
h profil ağırlıkları, h profil fiyatları,hea profil fiyatları, heb profil fiyatları,hem profil fiyatları, çelik profil fiyatları
H profil patenti 1849 yılında Alphonse Halbou tarafından patentlenmiştir. 20. yüzyılın başında Amerika da çelik köprü ve gökdelen yapımında kullanılmaya başlanmıştır. Ayrıca Eiffel kulesi yapımında da kullanılan H profiller çelik konstrüksiyon yapıların vazgeçilmez elemanlarındandır.
H profil ölçülerine göre farklı kalitelerde üretilebilirler. H profiller genellikle s235, s275 ve s355 kalite standartlarında üretilebilirler.
Kutu profil üretiliş şekillerne göre isimlendirilirler. İki tip kutu profil çeşidi bulunmaktadır. Kare kutu profil ve Dikdörtgen kutu profil. Üretim şekli dikdörtgen olan kutu profil fiyatları ile kare şeklinde olan kutu profil fiyatları birbirinden farklıdır. Dikdörtgen kutu profillerin kenar ölçüleri birbirinden farklıdır. Kare kutu profiller ağırlıkları hesaplanırken tek kenar ölçüsü kutu profilin diğer kenarlar ölçüleri ile aynı olduğundan 4 ile çarpılır.
Kare Kutu profil ağırlık hesaplama örneği 50x50x 1 mm olan bir kutu profil fiyatı hesaplaması öncesi kutu profilin ağırlığı hesaplama formülü 50x4x1x7,85 yapılır. 7,85 çeliklerin özgül ağırlığıdır.Bu sonuç bize 1 metre uzunluğunda kutu profilin ağırlığını verecektir. Dikdörtgen kutu profil ise farklı kenar ölçülerinden oluştuğundan hesaplama yöntemi daha farklıdır. 40 mm x 50 mm x 1 mm bir dikdörtgen kutu profilin fiyatı hesaplanması öncesi dikdörtgen kutu profil ağırlık hesaplaması yapılacaksa farklı iki kenarın toplamı ile kalınlık ve özgül ağırlık çarpmak gerekir.
Gözyaşı desenli saclar rulo saclardan üretilmektedir. İster paslanmaz rulo sac olsun ister siyah rulo sacdan olsun üretim şekli aynıdır. Paslanmaz göz yaşı desenli saclar genellikle Çin den ya da Batı Avrupa’dan gelmektedir.
Desenli çelik levha, yüzeye kaydırılmış bir desene sahip bir çelik levhadır. Bu, birçok konut, endüstriyel ve mimari uygulama için kullanımı kolay bir ürün sağlar. Ortak tasarımlar damalı, elmas ve mercimek desenlerini içerir. Desen çeliği, merdiven basamakları ve döşeme gibi projelerde Gözyaşı desenli sac popülerdir.
Gözyaşı desenli sac , yüzeyinde çeşitli desenler bulunan bir çelik sacdır. Esas olarak iç mekan uygulamaları ve bina uygulamaları için kullanılır.
Yüzyeyi desenli sac (düğme kilidi veya dış cephe kaplaması olarak da bilinir), kabartmalı tasarıma sahip bir modeldir. Bu ürün, maliyetin çok altında el yapımı bir görünüm ve ahşabın güzelliğini sunar. İki desen ve beş renkte mevcut olan bu dış cephe kaplaması, hemen hemen her mimari stili tamamlar.
Gözyaşı desenli sac , yüzey dekorasyonu durumunda uygulanır. Model çelik levhalar için kullanılan en yaygın temel malzeme, sıcak daldırma galvanizli çelik levhalar ve önceden boyanmış çelik levhalardır. Desenli çelik levhalar, evin iç ve dış dekorasyonunu temiz ve güzel hale getirebilir ve kirlenmesi kolay değildir.
Gözyaşı desenli sac modelleri
Model çelik levhalar, bilgisayar kontrollü bir lazer kullanılarak kesilen levhalardır. Birçok kullanımları vardır. Küçük parçaları kesmek için kullanılırlar. Keskin bir kenar tutabildiklerinden ve kolayca ısıl işlem gördüklerinden, havacılık ve gemi inşa bileşenleri için başta paslanmaz çelik ve alüminyum olmak üzere ince sac metal parçaların kesilmesinde de kullanılırlar. Ayrıca slot makinelerinde ve otomatlarda bıçak olarak da kullanılabilirler.
Desenli çelik sac, çatı kiremitleri, kaplama parçaları ve ev uygulamaları gibi dekoratif ürünlerin çoğunda kullanılmaktadır. Yüzey alanını daha da geliştiren yuvarlak çubuk şeklindeki desen de dahil olmak üzere çeşitli şekillerde çok sayıda desen çelik sac türü vardır.
Model çelik sac, mimaride üst düzey bir üründür ve son derece nadir tüketimi, tüm mimarinin sadece %2’sini oluşturur. Kalıpları nedeniyle üretimi daha karmaşık bir süreç gerektirir. Soğuk haddelenmiş çelik sacın yüzeyine belirli bir kalıp kalıbı ile mercimek kalıbı, fasulye kalıbı, yuvarlak fasulye kalıbı, yassı fasulye kalıbı, elmas kalıbı, çubuk kalıbı vb.
Model, çeliğin sıcak haddelenmesiyle yapılır ve silindirler belirli bir desen bırakır. Bu desen, boyadığınızda ortaya çıkacaktır. Desen, diğer çelik sac ürünler gibi kabarık veya girintili değildir, sadece yüzeyde bir desendir.
Model çelik sacımız, benzersiz, karmaşık bir deseni dayanıklılık ve kolay şekillendirme esnekliği ile birleştirir. İç ve dış mekan kullanımı için geçerlidir.
Desenli Sac Modelleri
Desenli çelik sac, desenli galvanizli çelik levha olarak da bilinir, ancak aslında kademeli bir çelik çatı kiremitidir. Bu ürün, yüksek dayanıklılık ve çoklu korozyon performansı elde etmek için renkli kaplama ve soğuk haddelenmiş galvanizleme işlemini benimser. Ek olarak, desen çelik sacın tek tip görünümü, ahşap dokusunu ve taklit taş dokusunu tamamen değiştirebilir, bu nedenle hem yapı malzemelerinin hem de ev dekoratif malzemelerinin özelliklerine sahiptir.
Gözyaşı desenli sac Levha, sacın yuvarlanmasıyla oluşturulan dövülmüş bir dokuya sahip çelik sacdır. Ürünler, ev aletleri, mobilya ve diğer alanlar için uygun olan ince kalınlığa sahiptir.
desenli sac
Desenli çelik levhalar, benzersiz bir görünüm kazandırmak için çeliğin çeşitli desenlerle kabartılmasıyla üretilir. Dalga benzeri bir desen olan orijinal Waku desenimiz ve içinde yemek çubuklarının basıldığı Yemek Çubuğu deseni özellikle popülerdir.
Desenli çelik sac, desenli bir yüzeye sahip bir fabrikada üretilen sıcak haddelenmiş çelik sacdır (desen, bir dikdörtgen içinde bir dizi elmastan oluşur). Desenli çelik sac, baklavalı sac veya oluklu levha olarak da bilinir.
Model çelik levhalar esas olarak karbon ve manganezin ana değişken elementlerinden yapılır, ancak aynı zamanda yaygın olarak silikon, fosfor, kükürt ve diğer elementleri de içerir. Karbon kalitesi, ısıl işlem süreci ve çelik levhaların mekanik özellikleri, hava koşullarına dayanıklı çeliklerin korozyon direncini önemli ölçüde etkileyebilir.
Mevcut farklı yüzey türleri söz konusu olduğunda, zengin bilgi ve deneyime sahip olduğumuz için desenli paslanmaz saclar sağlayabiliyoruz.
Bölme ve iç kaplama için dekoratif pano olarak uygundur. Tasarım konseptinize uygun çok çeşitli desenler arasından seçim yapın.
Baklavalı sac ya da göz yaşı desenli saclar ingilizce de checkered plate olarak hatta bazı kaynaklarda diamond plate olarak yazmaktadır.
Baklavalı saclar veya göz yaşı desenli saclar sıcak haddeleme yöntemi ile üretilmektedirler. Basitçe baklavalı sac üretimini şöyle özetleyebiliriz. Sıcak haddelenmiş rulo saclar boy açma makinesi ile istenilen boyda açılırlar. Yaklaşık 800 dereceye kadar ısıtılan plaka halindeki saclar özel merdaneler arasından geçirilerek merdane üzerindeki şekli alması sağlanır. Plaka sac kalınlığı 4mm seçersek baklavalı sac üretimi sonrası kalınlığı 3 mm ye düşecektir. Baklavalı sac üzerindeki desenler 1 mm yüksekliğindedir. Sıcak haddeleme sonrası merdanelerden geçen 4 mm sac artık 3 mm ama desenleri 4 mm gelmektedir. Bu sebepten ötürü 4/3 mm baklavalı sac denilmektedir.
baklavalı sac ölçüleri, çeta sac
Baklavalı saclar veya göz yaşı desenli saclar üretim kalınlıkları olarak 2 mm den başlamaktadır ve 10 mm ye kadar çıkabilmektedirler. Baklavalı sac veya göz yaşı desenli genişlikleri 600 mm den 2000 mm ye kadar üretilebilmektedir. Fakat genellikle standart ölçü olan 1000 mm veya 1200 mm genişliğinde baklavalı sac tercih edilmektedir. Baklavalı ya da göz yaşı desenli sacların uzunlukları rulo saclardan kesildikleri için istenilen boya uygun yapılabilirler. Burada da genellikle 2000 mm veya 2400 mm uzunluğundan baklavalı sac veya göz yaşı desenli sac stoklarda bulunmaktadır.
Çelik sac, çatı kaplama, kirişler ve kirişler, arabalar ve kamyonlar, boru hatları, uçaklar ve diğer endüstriyel ürünler gibi çeşitli uygulamalarda kullanım için popüler bir malzemedir. Levha, büyük bir metal parçası oluşturmak için birbirine kaynaklanmış küçük ince çelik parçalarından oluşur. Levha genellikle ince bir tabaka halinde yuvarlanır ve daha sonra istenen şekle kesilir.
Gözyaşı Desenli çelik sac, uygulamaya bağlı olarak gaz veya ark kaynağı kullanılarak kaynak yapılabilir. Tear Pattern çelik Levha, korozyona ve aşınmaya karşı iyi bir dirence sahiptir, ancak büyük ısı saptırma özelliklerine sahip değildir. Bu, motor parçaları veya klimalar gibi yüksek sıcaklıkların bulunduğu uygulamalar için ideal olmadığı anlamına gelir.
Gözyaşı Desenli sac, inşaattan aletlere ve günlük nesnelere kadar çeşitli uygulamalar için kullanılır. Zemin plakası veya elmas plaka çeliği olarak da bilinir, öncelikle kaymaz uygulamalar için kullanılır. Yırtılma desenli çelik sac, çok çeşitli uygulamalar için mükemmel kayma direnci sağlayan yükseltilmiş elmaslara sahiptir.
Checkred stainless steel plate, diamond steel plate, Göz yaşı desenli sac, baklava desenli sac,
Yırtılma desenli çelik levha, dalgalı veya elle yırtılmış bir kağıt yüzeyine benzeyen estetik bir yüzey oluşturmak için özel olarak işlenmiş karbon çelik levhadır. Bu ürün, ürün yüzeylerinin olağan görünümünün önemli olmadığı karmaşık veya küçük şekiller ve ayrıca yüksek korozyon direnci gerektirmeyen uygulamalar için mükemmeldir.
Gözyaşı Desenli sac levha, ısıyı yansıtan ve dağılmasına izin vermeyen doğal kömür pişirme yüzeyidir. Bu, çok daha yüksek bir iç sıcaklığa izin verir (200 dereceye kadar daha sıcak)! Gözyaşı Desenli çelik Levha, üzerine düşen tüm damlacıkları ve kömürleri alır ve yemeğinize egzotik bir tat verir.
Gözyaşı Desenli sac levha, sanatçının metal heykel serisi için oluşturulmuş özgün, türünün tek örneği bir kalıptır. Bu etki, orijinal bir çizimden bir bakır veya pirinç levha yüzeyine grafiti aktarmak için yarı emici bir kumaş kullanılarak elde edilir. Her sayfa benzersizdir ve bütünüyle kopyalanamaz. İsteğe bağlı olarak varyasyonlar mümkündür.
Gözyaşı Desenli sac, sıcak çelik haddeleme işleminden üretilen bir çelik türüdür. Kullanılan hammadde, yaklaşık 1.250°C’ye ısıtılmış, kaynak yapılmış ve sürekli bir sıcak haddehane tarafından bir şerit halinde haddelenmiş kütüktür (kütük).
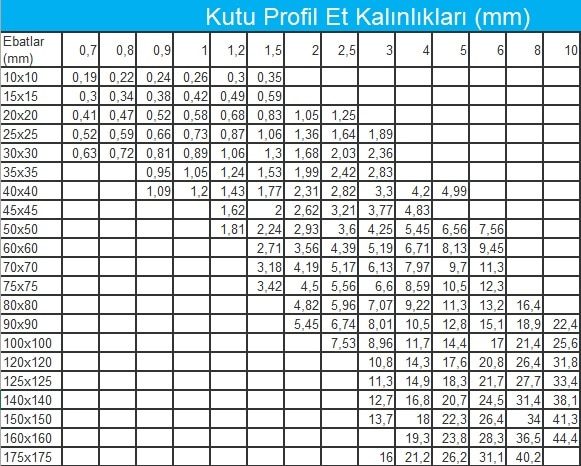
Kutu profil ölçüleri 10 mm x 20 mm ye 0,60 mm kalınlıktan başlar. Kutu profil ağırlıkları yapıları gereği metre cinsinden verilmektedir. Kutu profil üretimi çelik sac kullanılarak yapılmaktadır. Rulo sac üretilecek kutu profilin açık haline göre dilme işlemi yapılır. 50 mm x 50 mm kare Kutu profil üretilecekse 200 mm genişliğinde rulo sac kutu profil hattına takılarak roll form dediğimiz sacı kutu profilin ölçülerine uygun bir şekilde kıvırma işlemi yapan hatlardan geçer ve en son olarak boyuna kaynaklanarak iki ucu açık profil kapatılır.
Bu şekilde kutu profil ağırlıkları , kutu profil üretiminde kullanılan sacın kalınlığı ve kutu profilin ölçülerine göre belirlenmektedir. Kutu profil ağırlık tablosunu aşağıda paylaşıyoruz. Eğer kutu profil fiyatlarını merak ediyorsanız veya kutu profil sipariş vermek isterseniz müşteri hizmetlerimizle görüşebilirsiniz.
Paslanmaz çelik üretimi, çok çeşitli uygulamalarda kullanılan, demir içeren bir alaşımdır (iki veya daha fazla kimyasal elementten oluşan bir madde).
Krom içeriğinden dolayı, genellikle alaşımın yüzde 12 ila 20’sinde leke veya paslanmaya karşı mükemmel bir dirence sahiptir. Farklı paslanmaz çelik üreticileri tarafından üretilen birçok özel alaşımın yanı sıra standart alaşımlar olarak bilinen 57’den fazla paslanmaz çelik vardır. Bu birçok çelik türü neredeyse sonsuz sayıda uygulamada ve sanayide kullanılmaktadır: dökme malzeme taşıma ekipmanları, bina dış cepheleri ve çatı kaplamaları, otomobil parçaları (egzoz, trim / dekoratif, motor, şasi, bağlantı elemanları, yakıt boruları için borulama), kimyasal işleme tesisler (yıkayıcılar ve ısı eşanjörleri), kağıt hamuru ve kağıt imalatı, petrol rafinerisi, su temini boruları, tüketici ürünleri, denizcilik ve gemi yapımı, kirlilik kontrolü, spor malzemeleri (kar kayağı) ve nakliye (raylı vagonlar), bunlardan sadece birkaçı.
Türkiye’deki gıda işleme endüstrisi tarafından her yıl yaklaşık 200.000 ton nikel içeren paslanmaz çelik kullanılmaktadır. Yiyecek toplama sürecinin başından sonuna kadar çeşitli gıda işleme, depolama, pişirme ve servis ekipmanlarında kullanılır. Süt, şarap, bira, alkolsüz içecekler ve meyve suyu gibi içecekler paslanmaz çelik teçhizatta işlenir. Paslanmaz çelik ayrıca ticari ocaklarda, pastörizetörlerde, transfer kutularında ve diğer özel ekipmanlarda kullanılır. Avantajları kolay temizlik, iyi korozyon direnci, dayanıklılık, ekonomi, gıda lezzetini koruma ve sıhhi tasarımdır. Pasder’e göre, 2017 yılında tüm paslanmaz çelik kullanım miktarı 250.000 tonu buldu.
Paslanmaz sac üretimi
Paslanmaz çelik kimyasal yapısı
Paslanmaz çelikler mikro yapılarına bağlı olarak çeşitli tiplerde gelir. Östenitik paslanmaz çelikler en az yüzde 6 nikel ve östenit içerir (yüz merkezli kübik yapıya sahip karbon içeren demir) ve iyi korozyon direncine ve yüksek sünekliğe sahiptir (malzemenin kırılmadan bükülme kabiliyeti). Ferritik paslanmaz çelikler (ferrit merkezli kübik yapıya sahiptir) östenitikten daha fazla stres korozyonuna karşı dayanıklıdır, ancak kaynaklanması zordur. Martensitik paslanmaz çelikler, iğneye benzer bir yapıya sahip demir içerir.
Genellikle eşit miktarda ferrit ve ostenit içeren çift yönlü paslanmaz çelikler çoğu ortamda oyuklaşma ve çatlak korozyonuna karşı daha iyi direnç sağlar. Ayrıca, klorür stres korozyonu nedeniyle çatlamaya karşı üstün direnç gösterirler ve yaygın östenitiklerin iki katı kadar güçlüdürler. Bu nedenle, dubleks paslanmaz çelikler, kimya endüstrisinde rafinerilerde, gaz işleme tesislerinde, kağıt hamuru ve kağıt tesislerinde ve deniz suyu boru tesisatlarında yaygın olarak kullanılmaktadır.
Paslanmaz çelik üretim süreci
Paslanmaz çelikler, toprakta bulunan bazı temel elementlerden oluşur: demir cevheri, krom, silikon, nikel, karbon, azot ve manganez. Nihai alaşımın özellikleri, bu elemanların miktarları değiştirilerek uyarlanır. Örneğin azot, süneklik gibi gerilme özelliklerini geliştirir. Ayrıca çift yönlü paslanmaz çeliklerde kullanım için değerli kılan korozyon direncini arttırır.
Paslanmaz Çelik Üretim Süreci
Paslanmaz çelik üretimi bir dizi işlemi içerir. İlk önce çelik eritilir,
Paslanmaz çelik yapmak için, hammaddeler – demir cevheri, krom, silikon, nikel, vs. – bir elektrikli fırında birlikte eritilir. Bu adım genellikle 8 ila 12 saat yoğun ısı içerir. Daha sonra, karışım, çiçekler, kütükler ve kütükler dahil olmak üzere çeşitli şekillerden birine dökülür. paslanmaz sac yapmak için, hammaddeler – demir cevheri, krom, silikon, nikel, vs. – bir elektrikli fırında birlikte eritilir. Bu adım genellikle 8 ila 12 saat yoğun ısı içerir. Daha sonra, karışım, çiçekler, kütükler ve kütükler dahil olmak üzere çeşitli şekillerden birine dökülür.
ve sonra katı forma dökülür. Çeşitli şekillendirme adımlarından sonra, çelik ısıl işlemden geçirilir ve ardından istenen bitimi sağlamak için temizlenir ve parlatılır. Daha sonra, paketlenir ve istenen şekilleri üretmek için çeliği kaynaklayan ve birleştiren üreticilere gönderilir.
Erime ve döküm
1 Hammaddeler ilk önce bir elektrikli fırında birlikte eritilir. Bu adım genellikle 8 ila 12 saat yoğun ısı gerektirir. Erime bittiğinde, erimiş çelik yarı bitmiş formlara dökülür. Bunlara çiçek (dikdörtgen şekiller), kütükler (1.5 inç veya kalınlığında 3.8 santimetre yuvarlak veya kare şekiller), kütükler, çubuklar ve tüp turları dahildir.
sıcak haddeleme işlemi
Şekillendirme
2 Sonra, yarı mamul çelik, çelik ısıtıldığı ve devasa silindirlerden geçtiği sıcak haddelemeyle başlayan şekillendirme işlemlerinden geçer. Çiçeklikler ve kütükler çubuk ve tel şeklinde, plakalar ise şerit, şerit ve saç şeklinde oluşturulur. Çubuklar tüm sınıflarda mevcuttur ve 0,25 inç (0,63 santimetre) büyüklüğünde mermi, kare, sekizgen veya altıgen şeklindedir. Tel genellikle çap veya boyut olarak 0,5 inç (1,27 santimetre) kadar mevcuttur. Plaka, 0.1875 inçten (.47 santimetre) daha kalın ve 10 inçten (25.4 cm) genişliktedir. Şerit 0.185 inç (.47 santimetre) kalınlığında ve 24 inç (61 santimetre) genişliğindedir. Levha, 0.1875 (.47 santimetre) kalınlığında ve 24 (61 santimetre) genişliğindedir.
Tavlama
3 paslanmaz sac oluşturulduktan sonra çoğu tip tavlama aşamasından geçmelidir. Tavlama, iç gerilimleri azaltmak ve metali yumuşatmak için çeliğin kontrollü koşullar altında ısıtıldığı ve soğutulduğu bir ısıl işlemdir. Bazı çelikler yüksek mukavemet için ısıl işlem görmüştür. Bununla birlikte, yaşlanma sertleşmesi olarak da bilinen bu tür bir ısıl işlem, önerilen sıcaklık, zaman veya soğutma oranındaki küçük değişikliklerin bile özelliklerini ciddi şekilde etkileyebileceği için dikkatli kontrol gerektirir. Düşük yaşlanma sıcaklıkları düşük kırılma tokluğu ile yüksek dayanım sağlarken, yüksek sıcaklık yaşlanma daha düşük dayanımlı, daha sert bir malzeme oluşturur.
Yaşlanma sıcaklığına ulaşmak için ısıtma hızı (900 ila 1000 derece Fahrenheit veya 482 ila 537 santigrat derece) özellikleri etkilemese de, soğutma hızı etkilenir. Bir yaşlanma sonrası söndürme (hızlı soğutma) işlemi, mukavemetinde önemli bir kayıp olmadan tokluğu artırabilir. Böyle bir işlem, malzemeyi en az iki saat boyunca 35 derece Fahrenheit (1,6 derece Santigrat) buzlu su banyosunda söndürmeyi içerir.
Isıl işlem tipi çelik tipine bağlıdır; Başka bir deyişle, östenitik, ferritik veya martensitik olup olmadığı. Östenitik çelikler, kalınlığa bağlı olarak bir süre boyunca 1900 derecenin üzerinde Fahrenheit’e (1037 santigrat derece) kadar ısıtılır. Kalın kesitler için su söndürme, ince kesitler için hava soğutması veya hava püskürtmesi kullanılır. Çok yavaş soğutulursa karbür çökeltmesi oluşabilir. Bu birikim, termal stabilizasyon ile elimine edilebilir. Bu yöntemde paslanmaz çelik , birkaç saat boyunca 1500 ila 1600 derece Fahrenheit (815 ila 871 santigrat derece) sıcaklıkta tutulur. Isıl işlemden önce kirleticilerin parça yüzeylerinin temizlenmesi, bazen uygun ısıl işlem elde etmek için de gereklidir.
çelik tavlama işlemi
kabuksuzlaştırma
4 Tavlama, çelik üzerinde bir tortu veya birikmeye neden olur. Ölçek birkaç işlem kullanılarak kaldırılabilir. En yaygın yöntemlerden biri olan dekapaj, çeliği soymak için nitrik-hidroflorik asit banyosu kullanır. Başka bir yöntemde, elektrikle temizleme, bir katod ve fosforik asit kullanılarak yüzeye bir elektrik akımı uygulanmakta ve ölçek uzaklaştırılmaktadır. Tavlama ve kireç çözme adımları, işlenen çeliğin türüne bağlı olarak farklı aşamalarda gerçekleşir. Örneğin çubuk ve tel, tavlanmadan ve kireç çözülmeden önce ilk sıcak haddelemeden sonra başka biçimlendirme adımlarından (daha sıcak haddeleme, dövme veya ekstrüzyondan) geçer. Öte yandan, tabaka ve şerit, sıcak haddeleme işleminden hemen sonra bir ilk tavlama ve kireç çözme adımından geçer. Soğuk haddelemeden sonra (nispeten düşük bir sıcaklıktaki silindirlerin arasından geçerek), kalınlıkta daha fazla bir azalma meydana gelir, tabaka ve şerit tekrar tavlanır ve tekrar kireçlenir. Son bir soğuk haddeleme aşaması daha sonra paslanmaz çelik nihai işlem için hazırlar.
Paslanmaz Sac Kesme ve paketleme
5 Kesim işlemleri genellikle parçanın son boyuta kesilmesi için istenen boş şekli veya boyutu elde etmek için gereklidir. Mekanik kesim, giyotin bıçaklarını kullanarak düz kesme, yatay ve dikey olarak dairesel bıçaklar kullanarak daire kesme, yüksek hız çeliği bıçakları kullanarak kesme, boşluk alma ve kırma dahil olmak üzere çeşitli yöntemler ile gerçekleştirilir. Boşluk, metal zımbalar kullanır ve şeklini keserek delmek için ölür. Nibbling, bir dizi üst üste binen deliği boşaltarak kesme işlemidir ve düzensiz şekiller için idealdir.
Paslanmaz çelik, demir tozu ile birlikte oksijen ve propan kullanan bir alevle çalışan torç içeren alev kesme kullanılarak da kesilebilir. Bu yöntem temiz ve hızlı. Diğer bir kesme yöntemi, küçük bir delikten geçen bir elektrik yayıyla birlikte bir iyonize gaz kolonunun kesimi yaptığı, plazma jetli kesme olarak bilinir. Gaz, metali eritmek için aşırı yüksek sıcaklıklar üretir.
Sonlandırma
6 Yüzey kalitesi paslanmaz çelik ürünler için önemli bir özelliktir ve görünümün de önemli olduğu uygulamalarda kritik öneme sahiptir. Bazı yüzey kaplamaları paslanmaz çeliğin temizlenmesini de kolaylaştırır, bu sıhhi tesisat uygulamaları için açıkça önemlidir. Parlatma ile elde edilen pürüzsüz yüzey aynı zamanda daha iyi korozyon direnci sağlar. Diğer yandan, daha ileri imalat aşamalarını kolaylaştırmanın yanı sıra, yağlama uygulamaları için genellikle kaba cilalar gerekir.
Yüzey kaplamaları, çeşitli formların imalatında kullanılan işlemlerin sonucudur veya daha sonraki işlemlerin sonucudur. Son işlem için kullanılan çeşitli yöntemler vardır. Donuk bir yüzey, sıcak haddeleme, tavlama ve kireç çözme ile üretilir. Önce sıcak haddeleme, sonra cilalanmış rulolarda soğuk haddeleme ile parlak bir sonuç elde edilir. Kontrollü bir atmosfer fırınında tavlama ile birlikte soğuk haddeleme ile kombinasyon halinde, aşındırıcılarla taşlama veya ince bir öğütülmüş yüzey cilalama yoluyla yüksek derecede yansıtıcı bir yüzey elde edilir. Kademeli olarak daha ince zımparalar ile cilalama ve ardından geniş cilalama işlemiyle bir ayna cila üretilir. Taşlama veya parlatma için, normal olarak taşlama taşları veya aşındırıcı bantlar kullanılır. Parlatıcı, çubuk veya çubuk formlarında çok ince aşındırıcı parçacıklar içeren kesme bileşikleri ile birlikte bez tekerlekleri kullanır. Diğer bitirme yöntemleri arasında zorlayan yuvarlama vardır
Baştaki çelik şekiller (çiçek, kütük, levha vb.) Çubuk, tel, levha, şerit ve levhaya sıcak haddelenmiş. Forma bağlı olarak, çelik daha sonra haddeleme adımlarına (hem sıcak hem de soğuk haddeleme), ısıl işlemlere (tavlama), Ito’nun kireç sökme işlemine neden olur. Çelik daha sonra son kullanıcıya gönderilir.
Baştaki çelik şekiller (çiçek, kütük, levha vb.) Çubuk, tel, levha, şerit ve levhaya sıcak haddelenmiş. Forma bağlı olarak, çelik daha sonra haddeleme adımlarına (hem sıcak hem de soğuk haddeleme), ısıl işlemlere (tavlama), Ito’nun kireç sökme işlemine neden olur. Çelik daha sonra son kullanıcıya gönderilir.
yuvarlanan bir malzemenin parça yüzeylerine karşı hareketi, kuru dağlama (kumlama), asit çözeltileri kullanarak ıslak dağlama ve yüzey matlaması. Sonuncusu kumlama, tel fırçalama veya dekapaj teknikleri kullanır.
İmalatçıda imalat veya son kullanıcı
Paslanmaz çelik, çeşitli şekillerde, imalatçıya veya son kullanıcıya paketlenip gönderildikten sonra, çeşitli başka işlemlere ihtiyaç duyulur. Daha fazla şekillendirme, rulo şekillendirme, pres şekillendirme, dövme, pres çekme ve ekstrüzyon gibi çeşitli yöntemler kullanılarak gerçekleştirilir. Ek ısıl işlem (tavlama), işleme ve temizleme işlemleri de sıklıkla gereklidir.
Paslanmaz çeliği birleştirmek için kaynak en yaygın olan çeşitli yöntemler vardır. Füzyon ve direnç kaynağı, genellikle her ikisi için de birçok varyasyonla kullanılan iki temel yöntemdir. Füzyon kaynağında, bir elektrot ile kaynaklanacak metal arasındaki elektrik yayı ile ısı sağlanır. Direnç kaynağında yapıştırma, ısı ve basıncın sonucudur. Kaynak yapılacak parçalardan elektrik akımının akışına karşı direnç ile ısı üretilir ve elektrotlar tarafından basınç uygulanır. Parçalar birlikte kaynaklandıktan sonra, birleştirilen alanın çevresinde temizlenmeleri gerekir.
Kalite kontrol
İmalat ve imalat sırasında proses kontrolüne ek olarak, paslanmaz çeliklerin Amerikan Test ve Malzemeler Derneği (ASTM) tarafından geliştirilen, tokluk ve korozyon direnci gibi mekanik özellikler açısından şartnamelere uygun olması gerekir. Metalografi bazen kalitenin izlenmesine yardımcı olmak için korozyon testleriyle ilişkilendirilebilir.
Paslanmaz çeliğin geleceği
Paslanmaz ve süper paslanmaz çeliklerin kullanımı çeşitli pazarlarda genişlemektedir. Yeni Temiz Hava Yasası’nın gerekliliklerini yerine getirmek için, kömür yakıtlı elektrik santralleri paslanmaz çelik baca gömlekleri kuruyor. Diğer yeni endüstriyel uygulamalar arasında yüksek verimli ev fırınları için ikincil ısı eşanjörleri, nükleer santrallerde servis suyu boruları, balast tankları ve deniz sondaj platformları için yangın söndürme sistemleri, petrol ve gaz dağıtım sistemleri için esnek borular ve güneş enerjisi için heliostats bulunmaktadır. enerji tesisleri.
Çevre mevzuatı, petrokimya ve rafineri endüstrilerini, ikincil soğutma suyunu kapalı sistemlerde basitçe deşarj etmeden geri dönüştürmeye zorlamaktadır. Yeniden kullanım, yüksek klorür seviyelerinde soğutma suyuyla sonuçlanır, bu da çukur korozyon sorunlarına neden olur. Dubleks paslanmaz çelik boru, bu tür endüstriyel korozyon sorunlarını çözmede diğer malzemelerden daha düşük maliyetli olduğu için giderek daha önemli bir rol oynayacaktır. Üreticiler bu talebe cevaben korozyona dayanıklı çelikler geliştiriyorlar.
Otomotiv endüstrisinde bir çelik üreticisi, araç başına paslanmaz çelik kullanımının, yüzyılın başlarına kadar 55 ila 66 kilogramdan (25 ila 30 kilogram) 100 kilogramın (45 kilogram) artacağını tahmin ediyor.
Çelik son yüzyılda dünya da en çok tüketilen materyaller arasında yer almaktadır. Dünyanın yıllık çelik tüketimi ortalama 750 milyon ton olduğu tahmin edilmektedir. Plastik ve demir çelik tüketimindeki değişim aynı zamanda o ülkenin ekonomik durumunu da yansıtmaktadır. Çelik tüketimi artıyorsa ülkede yapılan yatırımların artması veya sanayi üretiminin arttığına işaret etmektedir. Kişi başı çelik tüketimi dünya ortalaması 225 kg seviyelerindedir.
Çeliğin yapı sektörü ve imalat sanayinde bu kadar önemli olmasının ilk etkenlerinden neredeyse %100 geri dönüştürülebilir olmasıdır. Ayrıca karbon salınımı son yıllarda da alınan önlemlerle 1960’lı yıllara göre neredeyse yarı yarıya kadar düşmüştür. Bu durum çelik üretiminin çevre dostu olması ve sürdürülebilirliğini göstermektedir.
Karbon çelikleri de denmektedir. Çelik yapısal ve endüstri tarafından neden bu kadar tercih edilirler? Karbon çelikler yapıları gereği kolay şekillendirilebilirler, kaynaklanma yani kolay birleşme olanağı olması, ayrıca daha önce de belirttiğimiz gibi metalin kolay geri dönüşümü tercih sebepleri arasında yer almaktadır.
sıcak haddeleme işlemi
Çelik Üretim Tarihi
Karbon çeliklerin üretim tarihine baktığımızda MÖ 2000 yıllarında Orta Asya civarında başladığını bilmekteyiz. Aletl ve silah üretimi için bronzun yaygın şekilde kullanıldığı ve demirle birleştirildiğini görüyoruz.Bu Demir Çağı’nın başlangıcı anlamına da gelmekteydi. Bu dönemde, dövme demir, demiri ısıtılması ve örs üzerinde dövülerek zamanın demircileri tarafından kullanılmışlardır. Elde edilen demir sert ancak dövülerek şekillendirilebilirlerdi.
sıcak haddelenmiş rulo
Karbon Çelik Kimyasal Özellikleri
Karbon çeliği konusunda sıklıkla yanlış anlaşılan şey, onun sadece karbondan üretilen bir metal olmamasıdır. Karbon çeliği terimi aslında çeliğin üretilirken içindeki karbon oranı ile başka malzemeler içeren bir çeliği belirtmektedir. Her çelikte en çok bulunan element demirdir. Çeliğe ya da metalin kimyasal yapısına baktığımızda içindeki elementler karbon, manganez, alüminyum ve diğer elementler eklenir. Bu çelik üretimi genellikle üç kategori toplanır: düşük karbonlu çelikler, orta karbonlu çelikler ve yüksek karbonlu çelikler.
DüşükKarbonÇelik – Bu çeliklerin diğer adı yumuşak çelikdir. Düşük karbonlu çelik,% 0.04 ve% 0.3 karbona oranına sahiptirler. Kaynaklanması,şekillendirmesi ve bükülüp kesilmesi gayet kolaydır. Düşük karbonlu metaller kırılgan değillerdir. Şekillendirmeye uygunluğundan dolayı preslenmeye uygundurlar. Düşük karbonlu çelikler genellikle otomotiv sanayi ve makine sanayinde kullanılmaktadır.
OrtaKarbon Çelikler– Orta karbonlu çelik,% 0.31 – 0.6 oranında karbona sahiptir. Orta karbonlu çelikler kesme ve kaynaklamaya daha dayanıklıdırlar. Metal temperleme ve tavlama ile inceltme yani sertleştirme yapılmaktadırlar.
YüksekKarbon Çelikler – Yüksek karbon çeliklerin karbon oranı yüzde 1.5’e kadar çıkabilmektedir. Ayrıca yüksek karbonlu çeliğe eklenen diğer elementler ile sertliği daha arttırılmıştır. Bu kalitedeki çeliklere genellikle “takım çeliği” adı verilir ve inanılmaz derecede sert ve kırılgandır. Isıl işlem bu çelikleri kırılgan hale getirir, ancak bu metalden yapılmış aletler çok dayanıklıdırlar.
Ultra Yüksek Karbonlu Çelikler – Yaklaşık % 1.4-2.0 karbon içeriği ile en yüksek karbon oranına sahiptir. Temperlenebilen yüksek sertlikte çeliklerdir. Karbon içeriği % 2.5 den daha fazla sahip çeliklerin çoğu, toz metalurjisi kullanılarak yapılır .
Çelik Sac kimyasal yapısı
Çeliğin ana ham maddesi demirdir. Demir doğada iki tip bulunmaktadır : manyetit demir cevheri ve hematit demir cevheri. Demir cevherine oksijenle tepkimesinden içinde bulunan karbon indirgeme işlemi yapılmak amaçlanmaktadır.
Dünya karbon çelik üretimi toplam dünya çelik üretiminin %85 inden fazlasını oluşturmaktadır. Son yıllarda demir çelik geri dönüşümünün artması ile çelik üretiminde demir cevherinden hurda kullanımına yönelme başlanmıştır. Çelik üretiminin en büyüğü Çin olarak görünmesini yanında Dünya hurda fiyatlarını belirleyen de Amerikadır. Çelik üretiminde hurda kullanımı çelik üreticilerinin maliyetlerini düşürmeye yönelik avantajlar sağlamıştır. Hurda çeliklerden yüksek kaliteli çelik üretmek mümkündür. Hurda fiyatları değiştikçe çelik sac fiyatları da değişmektedir.
Çelik Kaliteleri
Çelik kalitesini değişmek için içerisine manganez,silis, Alüminyum, bakır , krom veya nikel gibi diğer elementler eklenmektedir. Karbon çeliklere eklenen elementler hem mukavemeti arttırır hem de oksitlenmeyi geciktirirler. Ayrıca krom ve nikel eklemesi çeliğin paslanmaz özelliğine kavuşmasını sağlamaktadır. Çelik sac üretimi için karbon değeri düşürüldükten sonra ve istenilen mukavemete göre diğer elementler eklendikten sonra şekilleneceği kaplara dökülür. Son yıllarda sac üreticileri dökümün bir çeşidi olan sürekli dökümü tercih etmektedirler. Sürekli döküm hem üretim kapasitesi hem de hız olarak diğer yöntemlerden çok daha verimlidir. Sürekli döküm genellikle yassı mamul üreticileri tarafından kullanılmaktadır.
Ipn profil fiyatlarını belirleyen bir çok etken vardır. Bunlardan en önemlisi kütük fiyatlarıdır. Güncel çelik fiyatlarını sitemizden takip edebilirsiniz.